
| 被加工材料 | 工件材料 | 切削油 | 材质 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
耐热合金 粗车(无刻度) |
WET | WA1 | 180 – 300 600 – 1000 | 1.0 – 2.5 .040 – .100 | 0.12 – 0.25 .005 – .001 |
| 533 | ||||||
| 耐热合金 中表面车削 |
WET | WA1 | 180 – 330 600 – 1000 | 1.0 – 2.0 .040 – .080 | 0.1 – 0.25 .004 – .001 | |
| 533 | ||||||
| 耐热合金 槽加工 |
WET | WA1 | 180 – 330 600 – 1000 | – | 0.05 – 0.1 .002 – .004 | |
| 533 |
| 喷气发动机部件 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| 533 |
80mm
3.15 inch
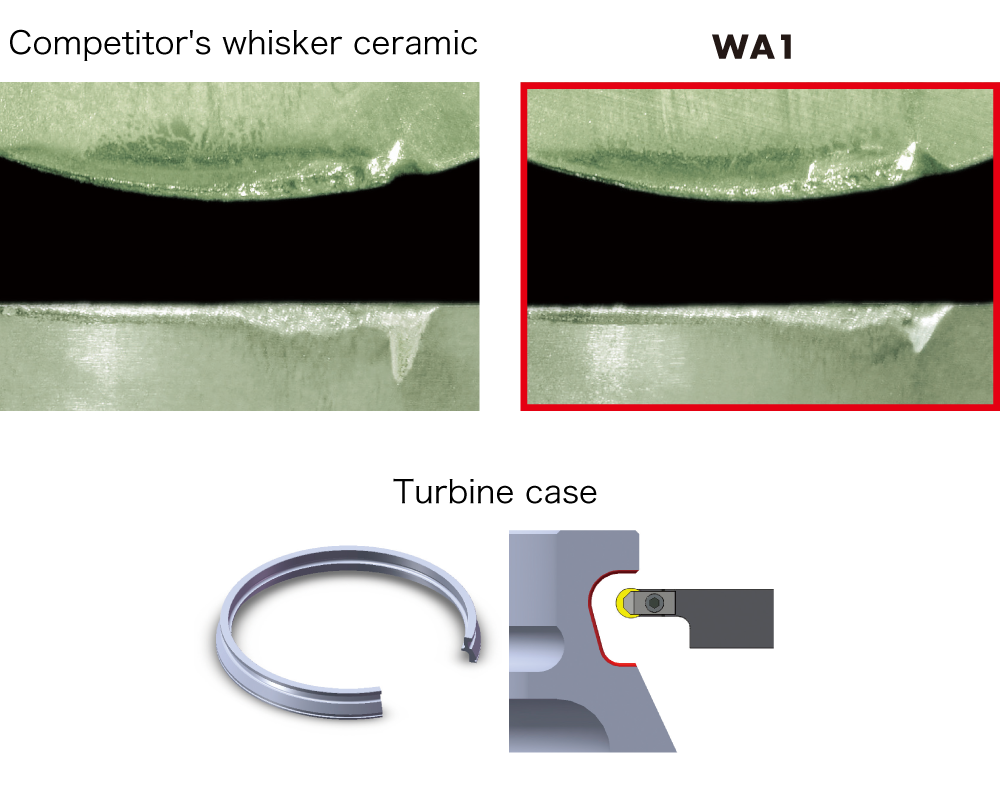
/角(性能稳定)
|
| 竞争对手的晶须陶瓷 |
80mm
3.15 inch
/角(部件表面可见条纹)
|
| 燃气轮机案例 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| 533 |
1 次 = 2 分钟
|
| 竞争对手的硬质合金立铣刀 |
1 次 = 60 分钟 |