| 材质分类 | 被加工材料 | 切削油 | 材质 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
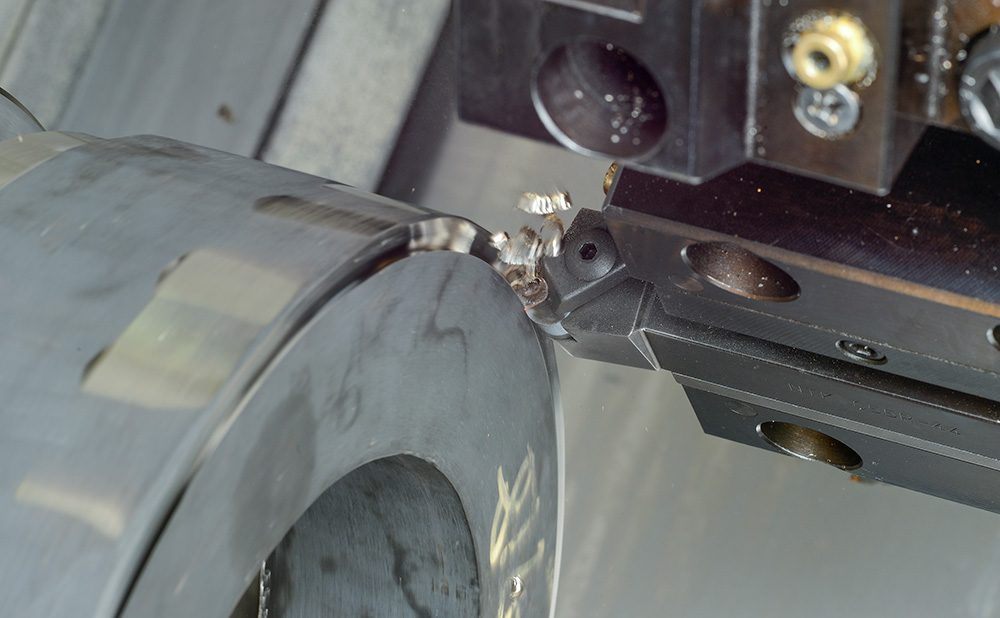
耐热合金 鳞片车削 |
WET | SX9 | 180 – 240 600 – 800 | 1.0 – 5.0 .040 – .200 | 0.2 – 0.35 .008 – .014 |
| 耐热合金 粗车(无刻度) |
WET | 180 – 270 600 – 900 | 1.0 – 2.5 .040 – .100 | 0.15 – 0.3 .006 – .012 | ||
| 耐热合金 粗铣 |
DRY | 450 – 1000 1500 – 3300 | 1.0 – 2.5 .040 – .100 | 0.1 – 0.15 .004 – .006 | ||
| 300 – 1000 1000 – 3300 | 1.2 – 6.0 .050 – .240 | 0.02 – 0.03 .0008 – .0012 |
| 飞机部件(带比例尺) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| SX9 |
2 件/角
|
| 竞争对手的胡须 |
1 件/角
|
| 环(带刻度) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| SX9 |
10 通过
|
| 竞争对手的胡须 |
5 通过
|