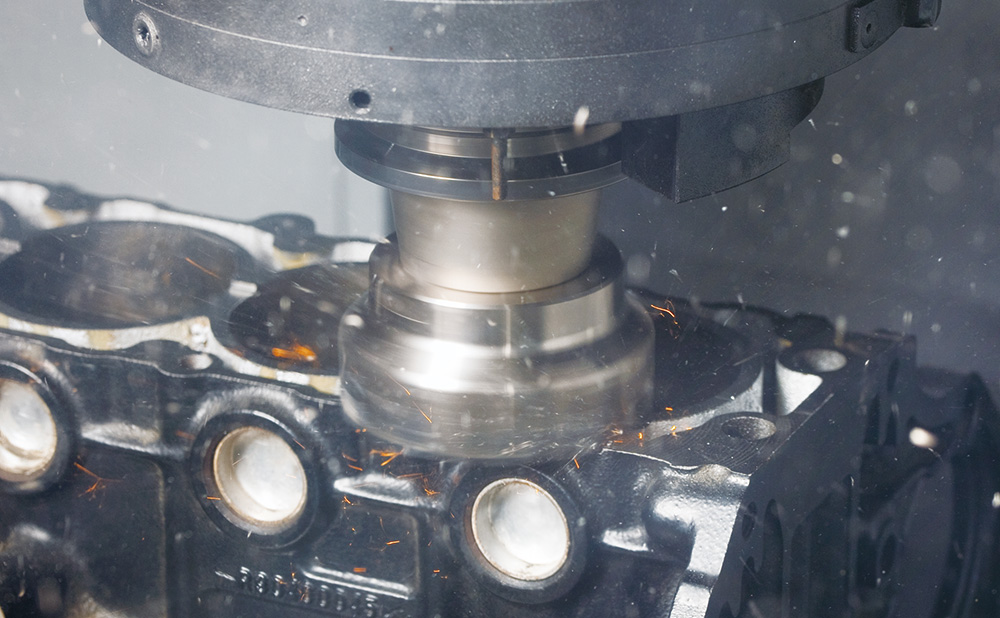
球墨铸铁和灰铸铁从粗加工到精加工| 氮化硅陶瓷涂层
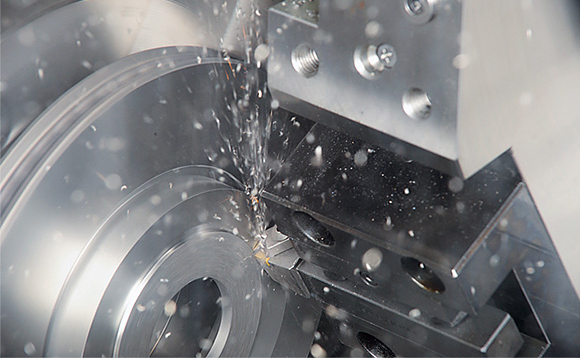
与竞争对手的 CVD 涂层硬质合金相比,SP9 的加工速度更高,切削时间缩短了 50%。
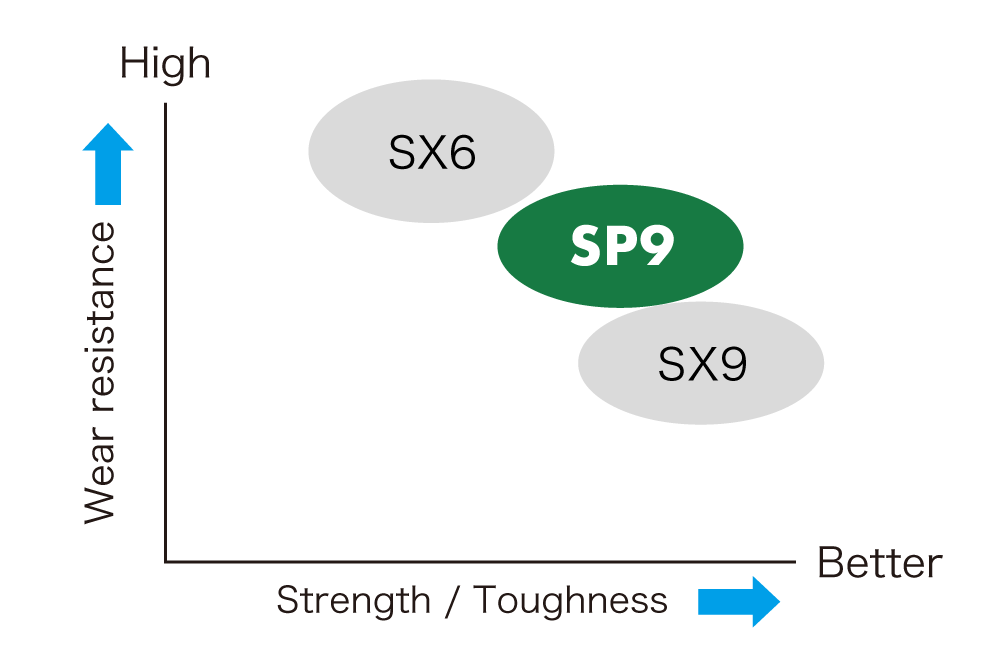
与竞争对手的陶瓷相比,SP9 的刀具寿命提高了 1.6 倍。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告