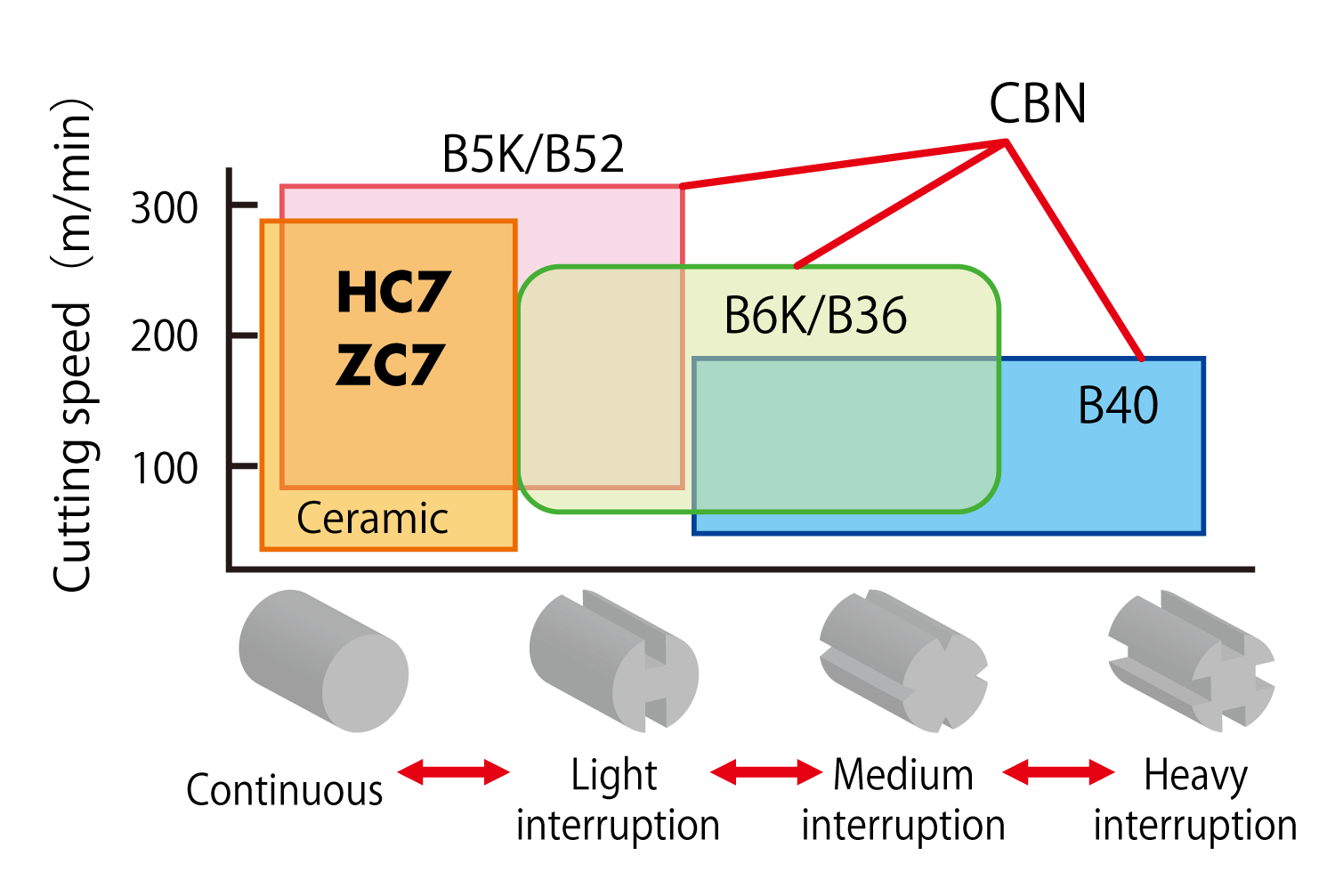
用于连续加工 | 陶瓷,用于加工硬度为 30 - 70 HRC 的材料
硬化材料连续精车硬化材料 30-70HRC
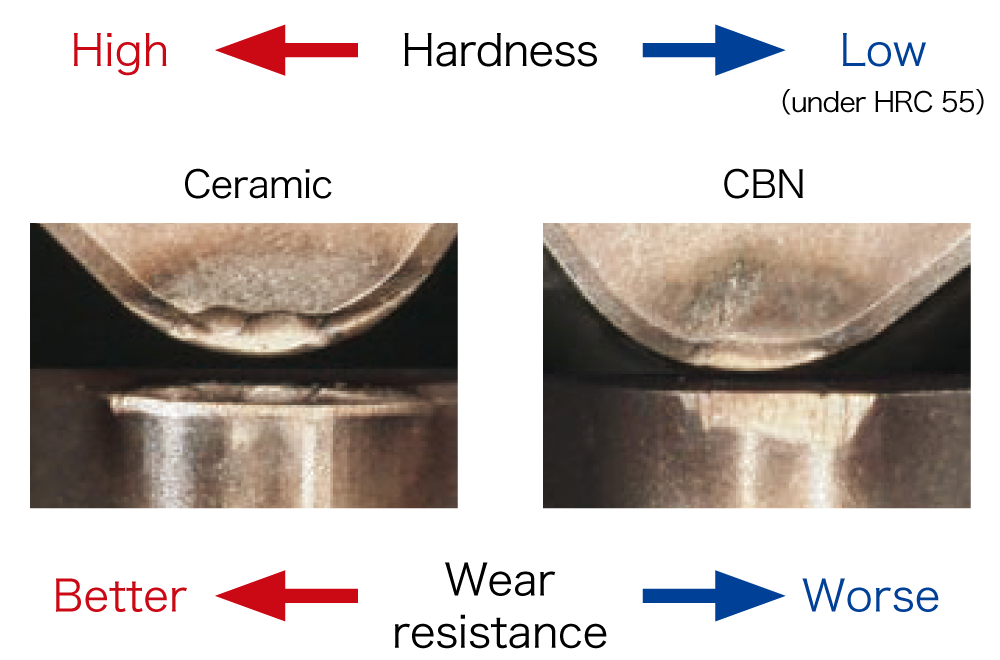
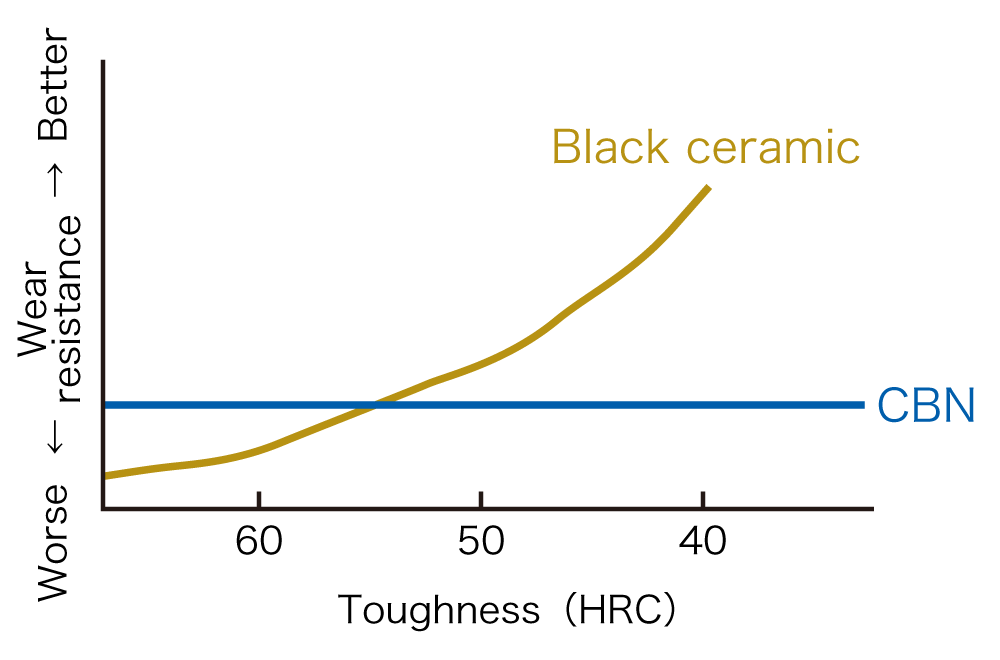
CBN 的低硬度降低了其耐磨性
在 HRC55 下,陶瓷的耐磨性优于 CBN 加工
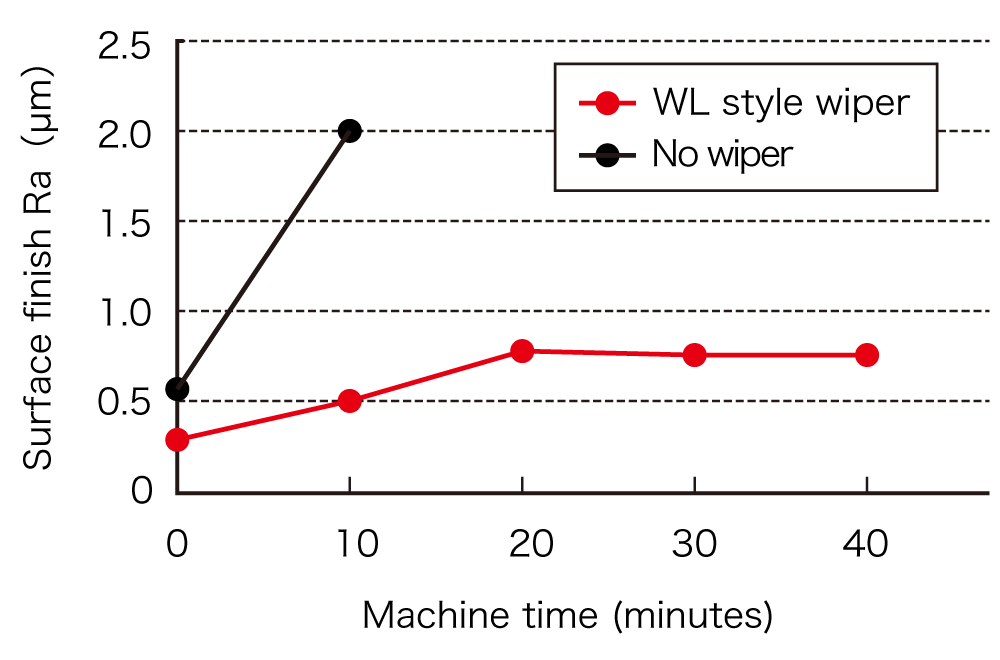
刮刀平面对切割边缘的影响
[ 切割条件 ]CNGA120412 Vc = 100m/min F = 0.1mm/rev ap = 0.5mm 330 SFM .004 IPR .020 DOC
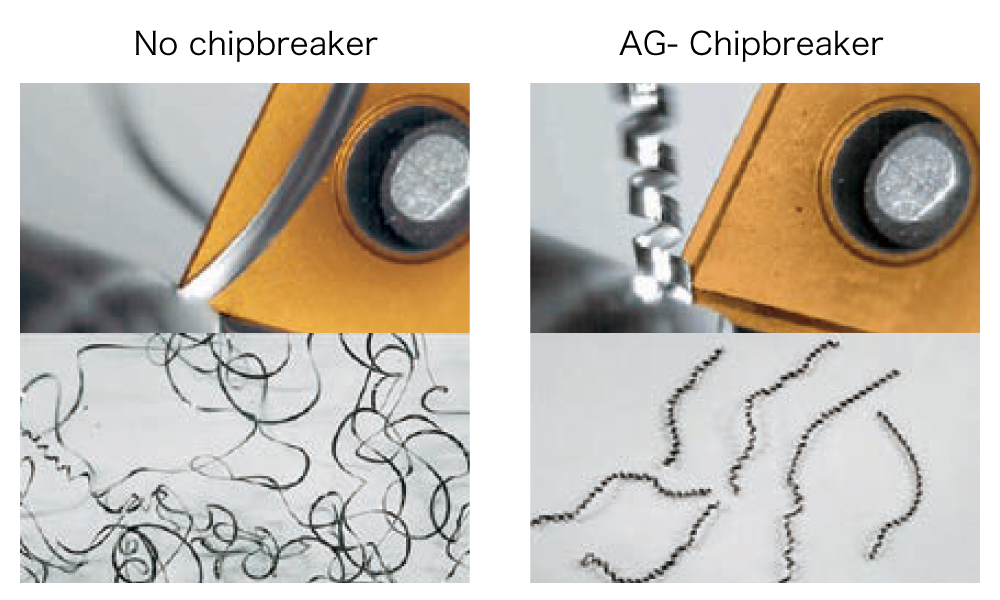
使用带有 AG 型断屑槽的 ZC7 刀片可以提高表面光洁度,减少因切屑缠结造成的机床停机时间。从而提高了生产率。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告