Edge preparation is a critical parameter in ceramic insert performance, directly influencing tool life, cutting stability, and failure modes. Unlike carbide, ceramics are inherently hard yet brittle. Therefore, it is essential to optimize the edge preparation in accordance with these material characteristics.
Types of Edge Preparation
Edge geometries are typically classified into the following types:
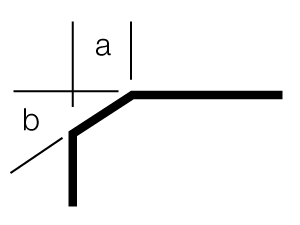
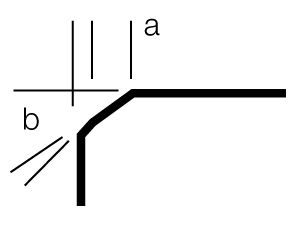
- Chamfer (T-type)
A chamfered edge with a defined angle and width.
This geometry provides a balance between edge strength and cutting sharpness, making it suitable for both continuous and interrupted cutting.
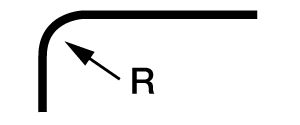
- Honing (E-type / Radius honing)
A rounded edge where the sharp corner is removed to increase strength.
While this improves resistance to chipping, it also increases cutting forces.
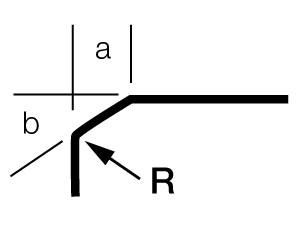
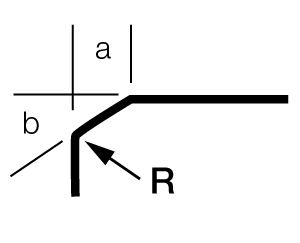
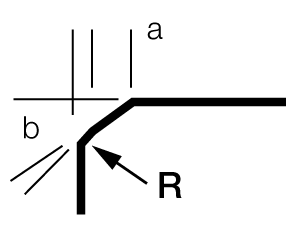
- Combined edge preparation (S/Z/P type / Chamfer + Honing)
A combination of chamfering and honing.
This geometry prioritizes edge strength while maintaining a balance with cutting performance and is widely used for machining hard materials.
Key parameters defining edge preparation include:
- Radius Honing (R): Honing applied to the cutting edge
Functional Impact
Edge preparation has a direct influence on cutting performance:
- Sharp edge (Sharp cutting edge)
Reduces cutting resistance but increases the risk of chipping and edge failure.
- Rounded edge (large chamfer or honing)
Improves resistance to edge failure in heavy or interrupted cutting, but increases cutting forces and may lead to vibration (chatter).
Application Considerations
The selection of edge preparation depends on:
- Workpiece material (ISO group)
- Type of machining (turning, milling, roughing, finishing, continuous or interrupted cutting)
- Performance objective (wear resistance vs. chipping resistance)
General Guidelines
- For applications with severe wear, a sharp or minimally prepared edge is effective.
- For applications prone to chipping, chamfered or honed edges are recommended to enhance edge strength.
Proper edge preparation selection ensures stable machining, optimized tool life, and reliable performance under demanding conditions.