 用于非铁金属加工的多功能刀具| 针对CNC自动车床
用于非铁金属加工的多功能刀具| 针对CNC自动车床
强化了铝制阀芯的加工性能
最适合阀芯零件的高精度、高效率加工
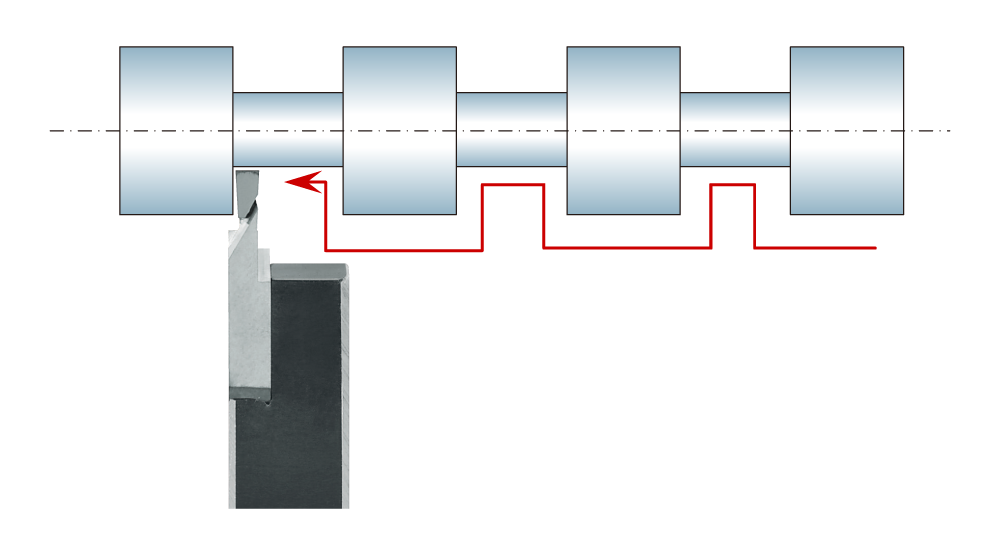
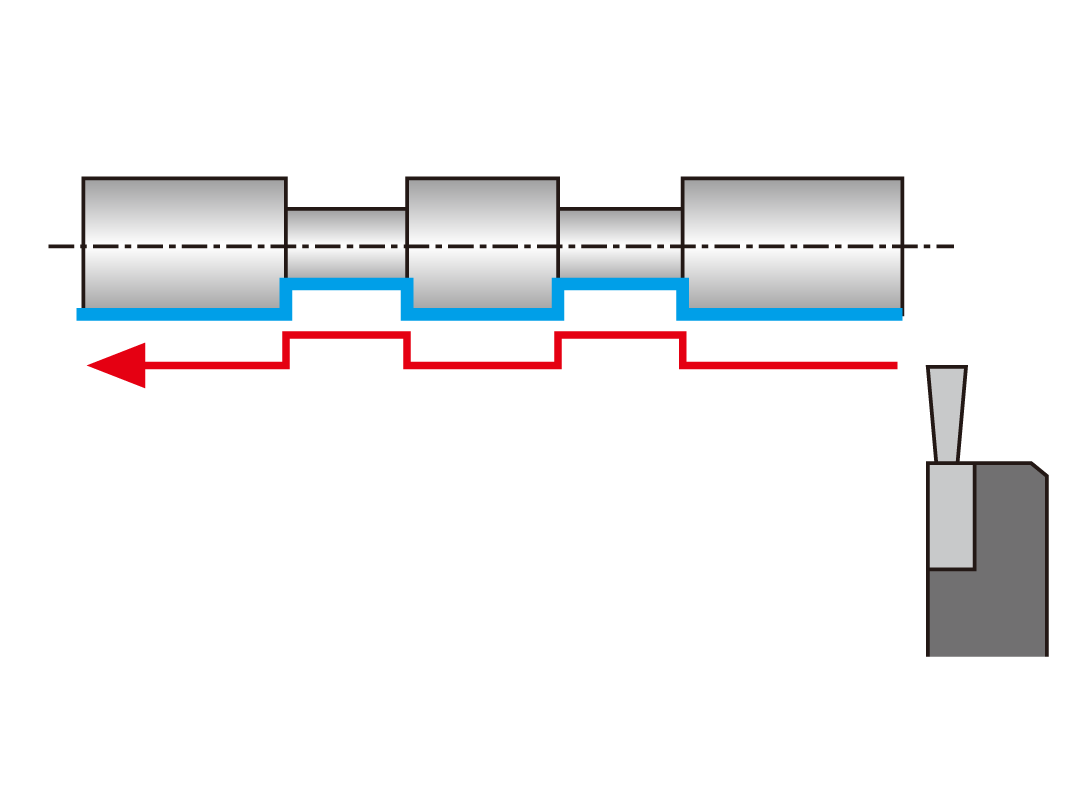
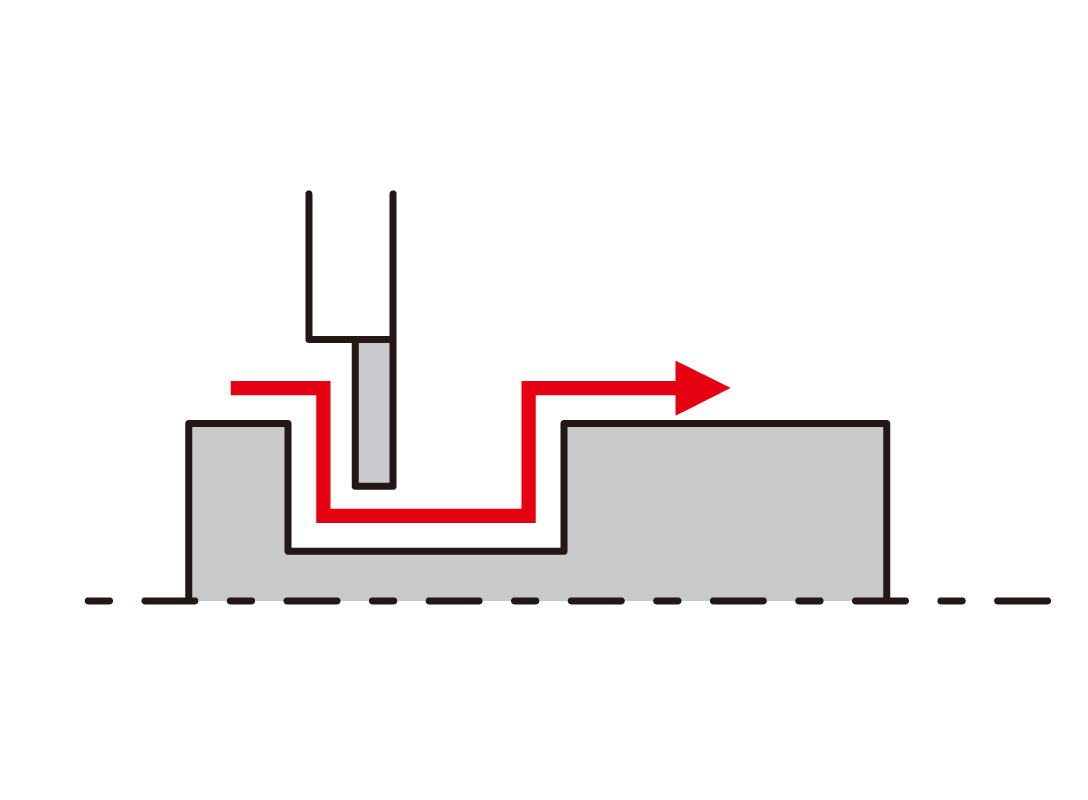
切槽加工和横扫加工都可对应
单次走刀加工以提升生产效率
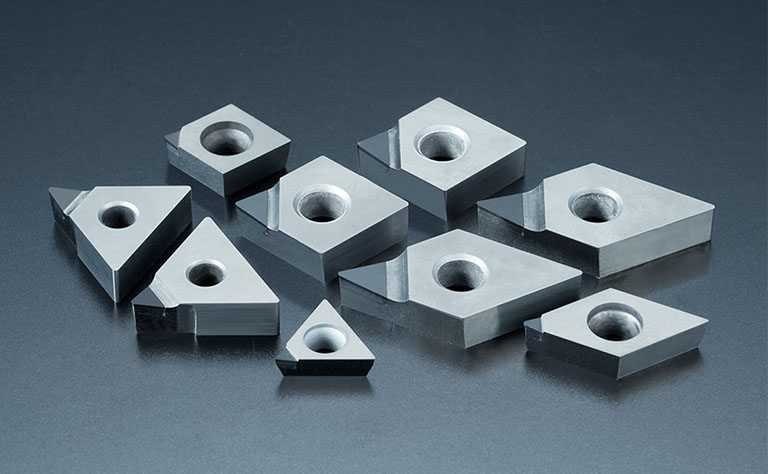
- 配合加工需求,备有2种刀片材质
- PCD材质PD1
- 致密的微粒子多晶体金刚石、提升了刀具强度
- 与非铁材料的亲和度低,具备良好的耐熔着性能
- 不易产生积屑瘤、可实现高精度的安定加工
- 在所有物质中硬度最高。和硬质合金相比,可进行高速、长寿命的加工
- 硬质合金材质KM1
- 专为非铁金属加工设计的无涂层微粒子硬质合金材质
- 锋利刃口和镜面研磨处理,可实现高品质的加工面
- 和PCD材质相比,可大幅降低刀具成本
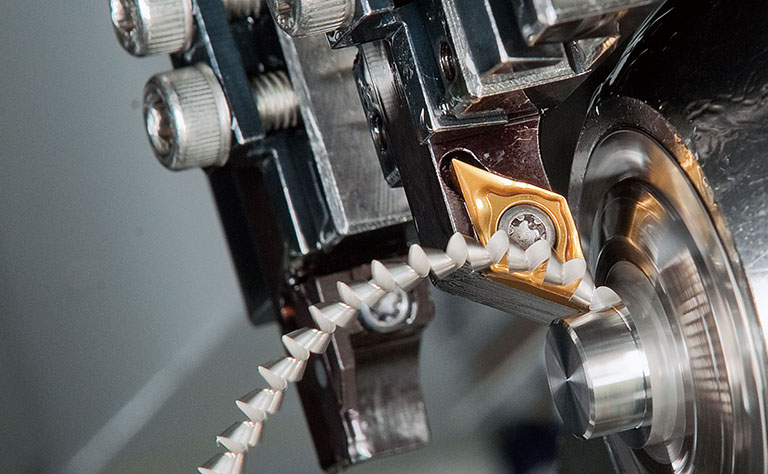
适用场合
CNC自动车床
切槽 / 横扫加工
配刀图
加工参数
横向滚动表格 →
| 涂层材质 | 被切削材料 | 加工方法 | 切削速度 (m/min) | 槽宽 (mm) | 切槽进给 (mm/rev) |
横扫加工进给 (mm/rev) |
|---|---|---|---|---|---|---|
| PD1(PCD材质) | 非铁 / 铝 | 切槽 / 横扫加工 | 100 - 300 | 2.0 - 2.5 | 0.05 - 0.15 | 0.03 - 0.10 |
| KM1(无涂层硬质合金材质) | 50 - 200 |
加工案例
| 线轴 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| KM1 | 300 个 |
| 其他公司PVD涂层硬质合金 | 200 个 |
其他公司产品在进行3次粗加工后,再进行精加工。由于卡屑造成崩刃的情况较多,加工工时也长达3分钟以上。
NTK的KM1材质可以一次走刀完成加工,且加工工时缩短至1分50秒。
| 线轴 | |
|---|---|
|
 |
|
|
|
|
|
|
| PD1 | 10,000 个 |
| 其他公司硬质合金手磨刀 | |
一次走刀完成加工,得以缩短加工工时。PD1在不发生熔着的情况下,获得精致的加工面。效率和寿命都得到明显的提高
产品阵容
请利用产品目录,查阅产品阵容