Y轴刀杆系列用于外径、后扫、切槽、多功能(线轴类零件)加工 | 针对CNC自动车床(正面排刀型)
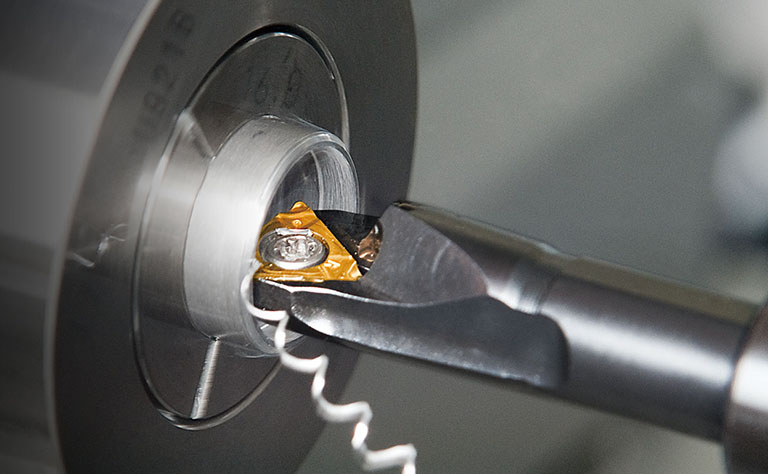
借助重力使切屑自然下落,以解决切屑问题
解决切屑问题的最终手段
借助正面排刀型自动车床的刀具交换控制轴(Y轴),进行插补加工
借助重力使切屑自然下落,因此不会缠屑
介绍视频
性能
- 借助重力使切屑自然下落以防止缠屑
- 配合运用内部给油刀杆,可同时抑制刀具磨损,提高工件尺寸的安定性
适用场合
外径 / 后扫 / 切槽加工用

加工示意
常规加工
-
- 程序例
- ① T300… 呼出刀具
② G0 X11.0 Z0 T3… 刀具定位
③G1 X8.0 F0.08 … 切入到 8.0 mm
④ Z5.0 F0.05… 切削至 5.0 mm长度
⑤ X11.
⑥ G0 X11.0
常规外径加工时,呼出工具即进行刀具定位、进入切削状态。
直径方向的切深使用【X轴】控制。
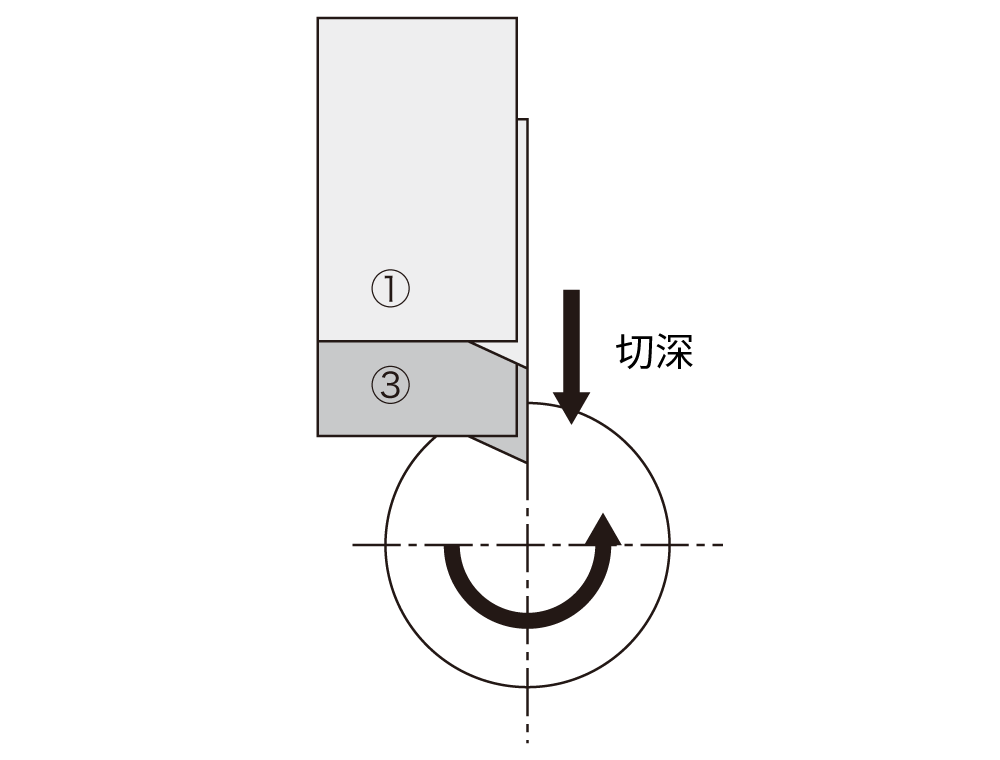
Y轴刀杆系列加工
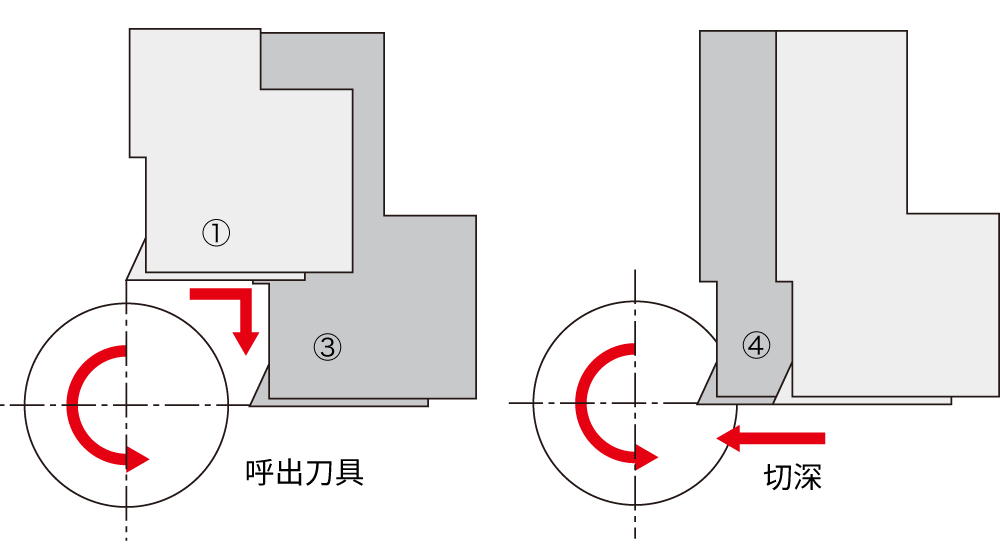
-
- 程序例
- ① T300… 呼出刀具
② G0 Y11.0 T3
③ X0… 刀具定位
④G1 Y8.0 F0.08 … 切入到 8.0 mm
⑤ Z5.0 F0.05… 切削至 5.0 mm长度
⑥ Y11.0
⑦ G0 X11.0
使用Y轴刀杆时,刀具将被呼出到①的位置
为了进行插补加工,需要有意图地将刀具定位到③的位置
从这个位置进行切入,直径方向的切深使用【Y轴】控制。
注) 实际的程序中,需要根据刀杆尺寸,通过对加工数据的设定或者通过程序,对Y轴进行补正。
使用上的注意点
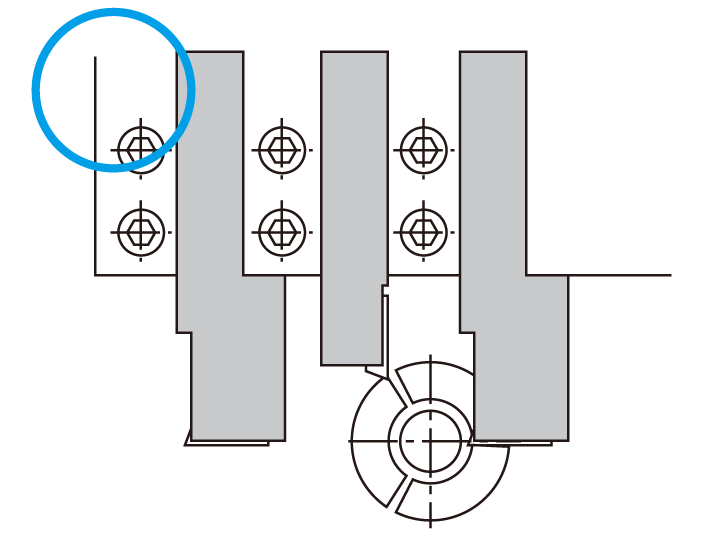
使用2根以上Y轴刀杆时,为防止干涉,请不要在相邻工位同时安装Y轴刀杆。
在相邻工位同时安装Y轴刀杆的话,工件有可能和刀杆干涉
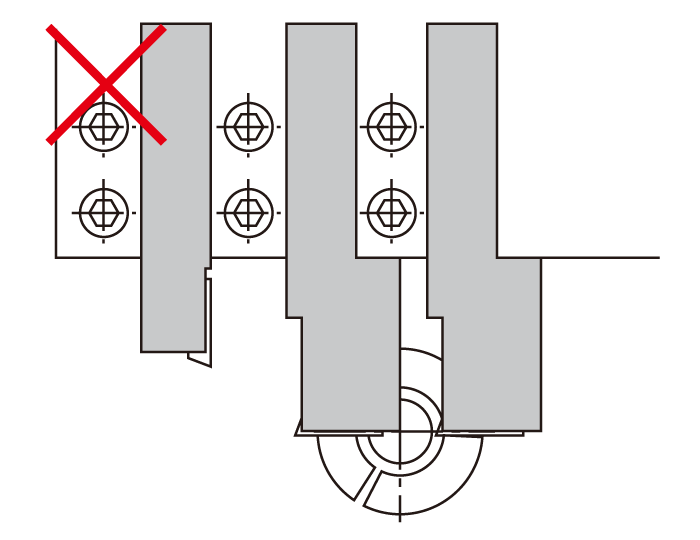
两根Y轴刀杆之间请安装普通刀杆使用
- 刀具交换时请以Y轴刀杆的伸出量为基准进行后退位置的设定
刀具由No②交换为④的场合
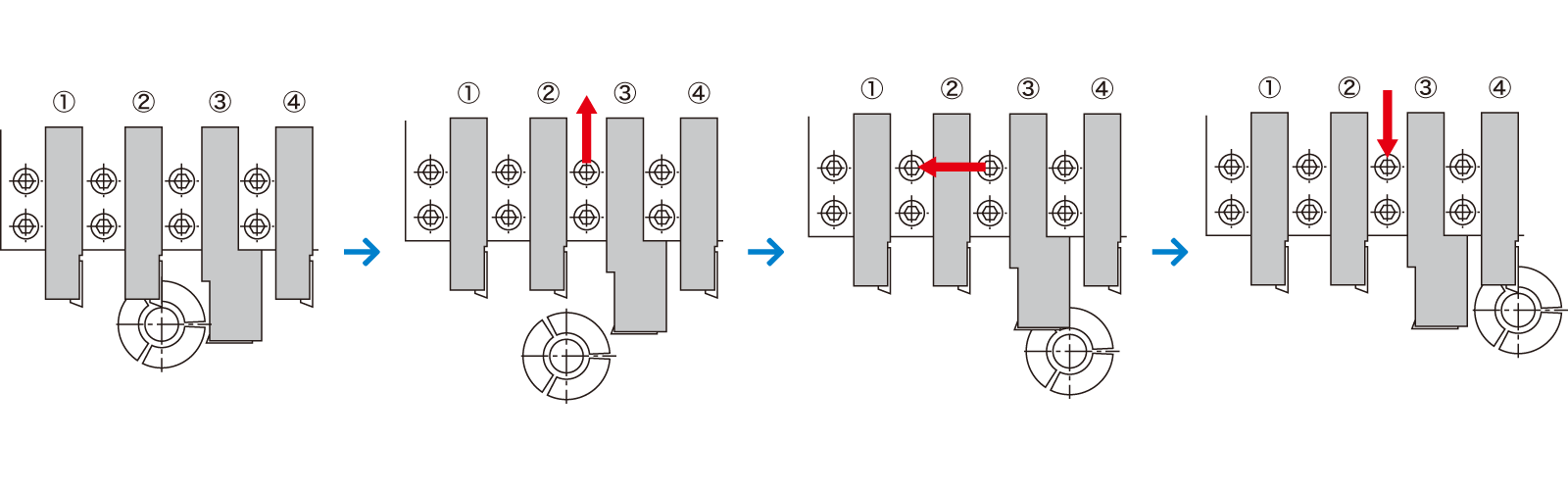
以③Y轴刀杆的刀尖为基准进行刀架退让
可能加工的外径尺寸表
横向滚动表格 →
产品阵容
请利用产品目录,查阅产品阵容