Die Schneidkantenpräparation ist ein entscheidender Parameter für die Leistung von keramischen Wendeschneidplatten, der sich direkt auf die Standzeit des Werkzeugs, die Schneidstabilität und die Ausfallarten auswirkt. Im Gegensatz zu Hartmetall sind keramische Werkstoffe von Natur aus härter, aber spröder, so dass die Schneidengeometrie für ein ausgewogenes Verhältnis von Schärfe und Zähigkeit entscheidend ist.
Die Schneidekante wird typischerweise mit einer der folgenden Geometrien hergestellt:
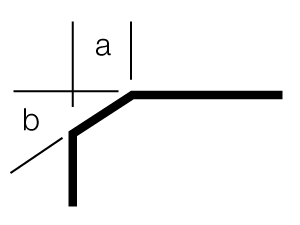
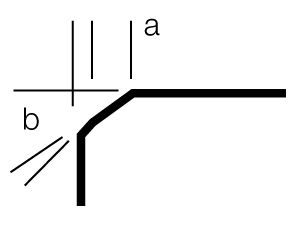
- Fase (T-Typ)
Ein definierter Winkel und eine definierte Breite an der Schneidkante. Sie kombiniert Kantenstärke mit Schärfe und eignet sich daher sowohl für kontinuierliche als auch für unterbrochene Schnitte.
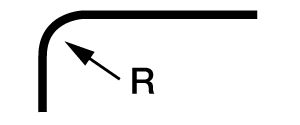
- Honen (E-Typ / Radiushonen)
Eine abgerundete Kantenpräparation, die die Zähigkeit durch Entfernen scharfer Kanten verbessert. Sie bietet eine bessere Beständigkeit gegen Mikroausbrüche, erhöht aber die Schnittkräfte.
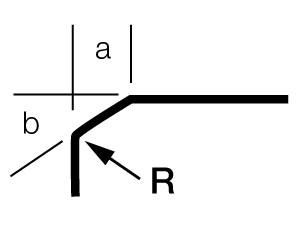
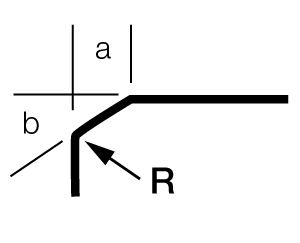
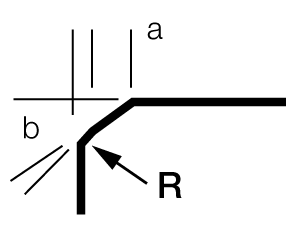
- Kombinierte Kantenbearbeitung(Typ S/Z/P / Anfasen + Honen)
Eine Kombination aus Anfasen und Honen, die je nach Anwendung sowohl die Verschleißfestigkeit als auch die Kantenstärke optimiert.
Zu den wichtigsten Parametern für die Vorbereitung der Kanten gehören:
- Breite (a): Größe der Fasenfläche
- Abziehradius (R): Radius, der auf die Schneide angewendet wird
Funktionale Auswirkungen
Die Kantenvorbereitung wirkt sich direkt auf das Bearbeitungsverhalten aus:
- Scharfe Kanten (kleine oder minimale Präparation)
Reduzieren die Schnittkräfte und verbessern die Schneideffizienz, erhöhen aber das Risiko von Ausbrüchen und Kantenbruch.
- Stärkere Kanten (größere Fase oder Honen)
Verbessern die Widerstandsfähigkeit gegen Verschleiß und Ausbrüche, insbesondere bei schweren oder unterbrochenen Schnitten, erzeugen aber höhere Schnittkräfte und potenzielle Vibrationen.
Überlegungen zur Anwendung
Die Wahl der Kantenpräparation hängt davon ab:
- Material des Werkstücks (ISO-Gruppe)
- Art der Bearbeitung (Drehen, Fräsen, Schruppen, Schlichten)
- Zielverbesserung (Verschleißfestigkeit vs. Splitterschutz)
Im Allgemeinen:
- Bei verschleißintensiven Anwendungen profitieren Sie von schärferen oder leicht bearbeiteten Kanten
- Ausbruchsgefährdete Bedingungen erfordern eine stärkere Kantenpräparation mit größeren Fasen oder Honen
Die richtige Auswahl gewährleistet eine stabile Bearbeitung, eine optimierte Werkzeugstandzeit und eine konstante Leistung unter anspruchsvollen Bedingungen.