
GewindewirbelnFür die Gewindeherstellung| Präzisions CNC-Drehmaschinen
Hocheffiziente Single-Pass-Bearbeitung von mehrgängigen Gewinden
Hohe Produktivität für die medizinische Schraubenfertigung wie Implantatschrauben und Knochenschrauben
Ideal für immer komplexer werdende medizinische Schraubgewindeformen
Das Gewindeformen in einem Durchgang reduziert die Zykluszeit
Produktvideo

Eigenschaften
- Die Wendeschneidplatten-Designtechnologie von NTK erzeugt präzise Wendeschneidplatten, die selbst den komplexesten Gewindeformen entsprechen
- Scharfe Schneidkanten und PVD-beschichtete Wendeschneidplatten erzeugen hervorragende Oberflächengüten und erzielen lange Standzeiten
Werkzeuganwendung
Präzisions CNC-Drehmaschinen Gewindeschneiden
Vergleich Einzelpunkt- und Gewindewirbelverfahren
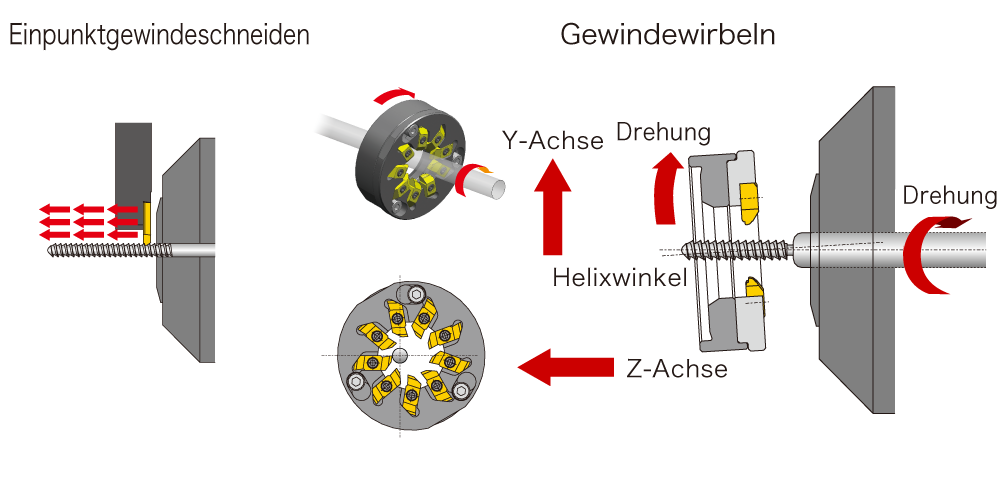
Beim Gewindewirbeln wird der Wirbelkopf auf einen bestimmten Drallwinkel gekippt, der Fräser wird mit hoher Geschwindigkeit gedreht, das Stangenmaterial (c-Achse) wird mit niedriger Geschwindigkeit gedreht und die Steigung (z-Achse) ist der Vorschub.
Die Wendeschneidplatten scheren das Material ab, was das Gewindeformen in einem Durchgang ermöglicht.
Mehrgängiges Gewinde , Beispiele für einstufige Umformung
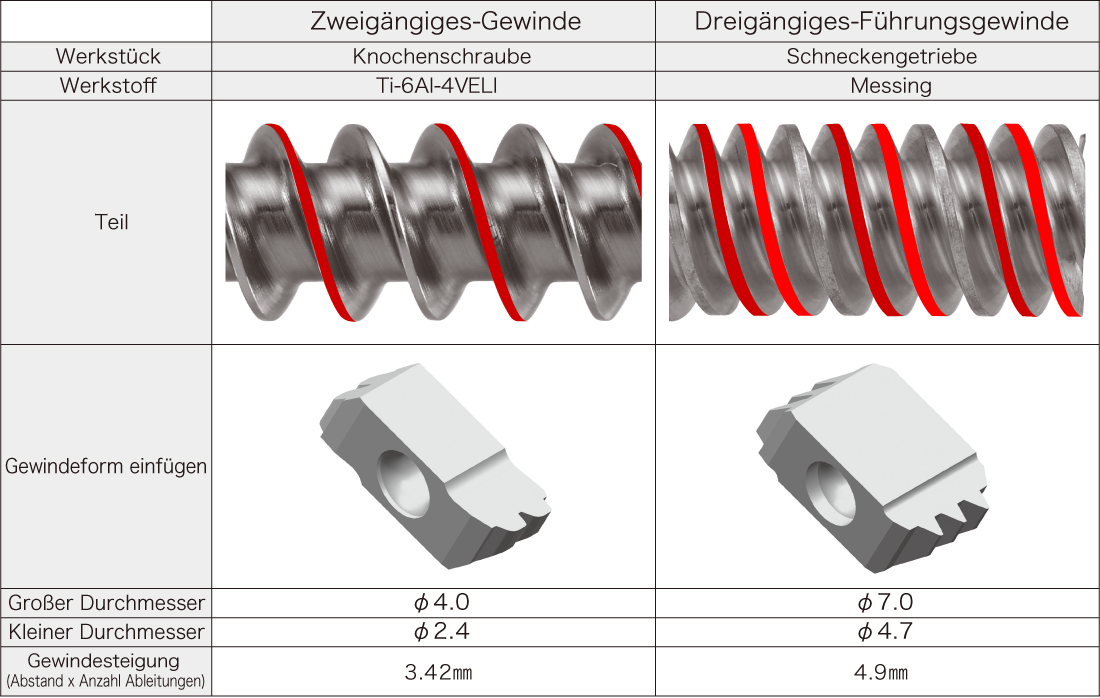
Die Bearbeitung von mehrgängigen Gewindeformen hat viele Prozessanforderungen. Daher ist es wichtig uns zu kontaktieren, um die besonderen mechanischen Spezifikationen wie zum Beispiel : Spindelspezifikationen, Wendeplattenspezifikationen, Werkzeugspezifikationen usw. zu besprechen.
Gewindegeometrie
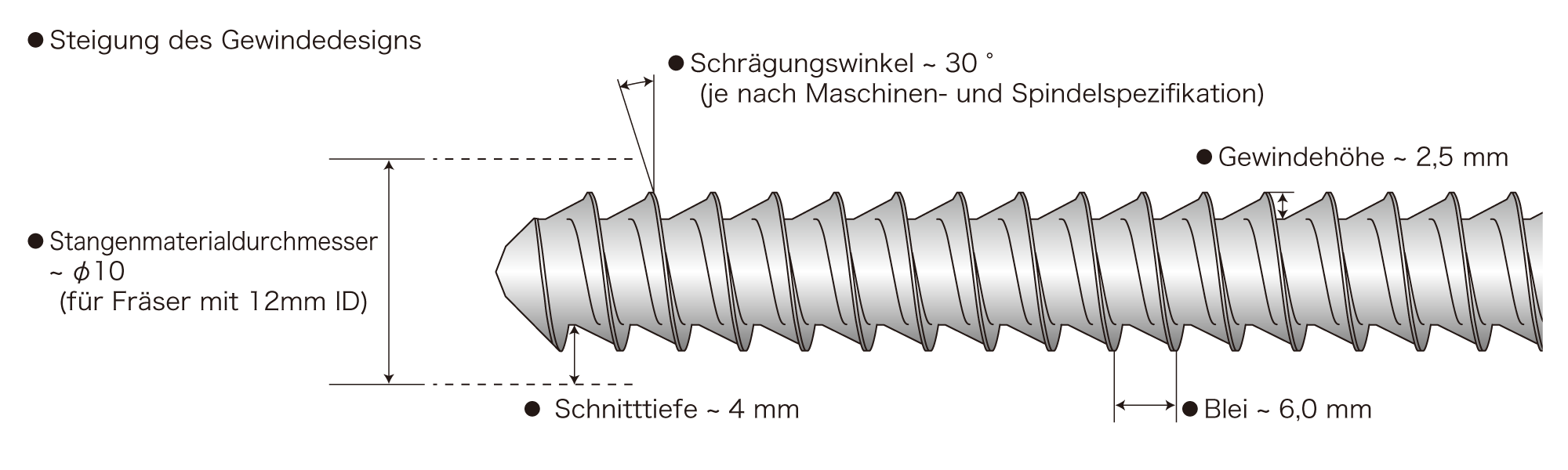
Die oben gezeigten Geometrien sind ungefähre Angaben und variieren in Abhängigkeit von den tatsächlichen Anwendungsdetails.
Empfohlene Schnittbedingungen
In der Tabelle blättern →
| Geschwindigkeit des Wirbelkopfes mit seinen Wendeschneidplatten | Hauptspindeldrehzahl | Vorschubgeschwindigkeit |
|---|---|---|
| 1,000 - 4,000 min-1 | 10 - 30 min-1 | wie Gewindesteigung = Steigung |
Zielanwendungen
In der Tabelle blättern →
| Werkstückdurchmesser | Arbeitsmaterialien |
|---|---|
| Für Fräser mit ID 12mm |
Reintitan, Titanlegierungen, SUS316 usw. |
Anwendungsbeispiel
| Schneckengetriebe | ||
|---|---|---|
| Arbeitsmaterial : | Messing | |
| Stangenmaterialdurchmesser : φ7 | Hauptdurchmesser : φ6 | Kleiner Durchmesser : φ4 |
| Startnummer : 2 | Schrägungswinkel : 10.1° | Gewindegang: links |
| Hauptspindeldrehzahl : | 30min -1 | |
| Wirbelschneidergeschwindigkeit : | 3,200min -1 | |
| Blei = Vorschub : | 2.8mm/rev | |
| NTK Gewindewirbeln 9 Zähne |
25 Sekunden |
|
| Einziger Punkt | 50 Sekunden |
|
Durch den Austausch der Einpunkt-Gewindewerkzeuge durch ein Gewindewirbelsystem wird die Maschinenzeit für den Gewindeschneidvorgang stark reduziert und die Gesamtzykluszeit für das Teil wird um 50 % verkürzt.
| Stift | ||
|---|---|---|
| Arbeitsmaterial : | Hastelloy | |
| Stangenmaterialdurchmesser : φ3 | Hauptdurchmesser : φ1.5 | Kleiner Durchmesser : φ1.1 |
| Anzahl der Leitungen : 1 | Schrägungswinkel : 4.3° | Gewindegang: rechts |
| Hauptspindeldrehzahl : | 20min -1 | |
| Wirbelschneidergeschwindigkeit : | 2,250min -1 | |
| Blei = Vorschub : | 0.3mm/rev | |
| NTK Gewindewirbeln 9 Zähne |
600 stück / schneidkante |
|
| Einziger Punkt | ||
Durch den Austausch der Einpunkt-Gewindewerkzeuge mit einem Gewindewirbelsystem wird auch bei der Bearbeitung von schwer zerspanbaren Hatselloy Werkstoffen eine deutliche Verbesserung der Werkzeugstandzeit erreicht.
| Knochenschraube | ||
|---|---|---|
| Arbeitsmaterial : | 1.4401 | |
| Stangenmaterialdurchmesser : φ8 | Hauptdurchmesser : φ3.45 | Kleiner Durchmesser : φ2.67 |
| Anzahl der Leitungen : 2 | Schrägungswinkel : 7.5° | Gewindegang: rechts |
| Hauptspindeldrehzahl : | 23min -1 | |
| Wirbelschneidergeschwindigkeit : | 2,000min -1 | |
| Blei = Vorschub : | 1.24mm/rev | |
| NTK Gewindewirbeln 9 Zähne |
2,600 stück / schneidkante |
|
| Wettbewerbs Gewindewirbeln 6 Zähne | 1,000 stück / schneidkante |
|
NTK-Gewindewirbeleinsätze erzielten eine 2,6-mal längere Standzeit im Vergleich zu Gewindewirbeleinsätzen der Konkurrenz.
| Knochenschraube | ||
|---|---|---|
| Arbeitsmaterial : | 1.4401 | |
| Stangenmaterialdurchmesser : φ6.35 | Hauptdurchmesser : φ3.23 | Kleiner Durchmesser : φ2.2 |
| Anzahl der Leitungen : 1 | Schrägungswinkel : 8.5° | Gewindegang: rechts |
| Hauptspindeldrehzahl : | 15min -1 | |
| Wirbelschneidergeschwindigkeit : | 2,250min -1 | |
| Blei = Vorschub : | 1.27mm/rev | |
| NTK Gewindewirbeln 9 Zähne |
1,200 stück / schneidkante |
|
| Wettbewerbs Gewindewirbeln 12 Zähne | 1,000 stück / schneidkante |
|
| Wettbewerbs Gewindewirbeln 3 Zähne | ||
NTK Gewindewirbeln erreichen eine 1,2- bis 3-mal längere Standzeit im Vergleich zum Wettbewerb.
Werkzeug Übersicht
Übersicht der Produkte
Andere empfohlene Produkte
-

SHAPER DUOZum Stoßen von Innengeometrien| Präzisions CNC-Drehmaschinen
Hochproduktive Innensechskanprofil-Bearbeitung
-

ZM3NTK's vielseitigiste Hartmetallsorte mit ausgezeichneter Haftfestigkeit | PVD beschichtete Hartmetallsorte für Präzisions CNC-Drehmaschinen
Unsere meistverkaufteste Schneidstoffsorte für Langdrehmaschinen
-

CTP/CTPA-CX-SpanbrecherFor cut-off operations with max. diameter up to 16mm| Präzisions CNC-Drehmaschinen
Rollt die Späne ein, um ein Verheddern der Späne am Werkstück zu verhindern
-
CSV-SerieEntwickelt, um Werkstücke mit extrem kleinem Durchmesser zu bearbeiten | Präzsísions CNC-Drehautomaten, Langdrehmaschinen & Revolverdrehmaschinen
Ideal für die Kleinteilefertigung
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab