
| ISO | Arbeitsmaterial | Sorte | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|
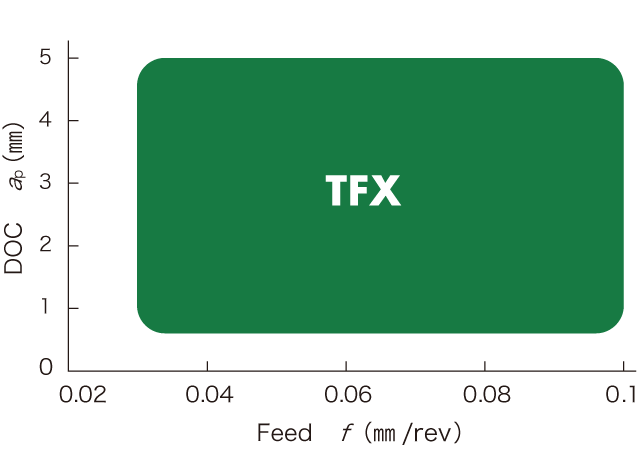
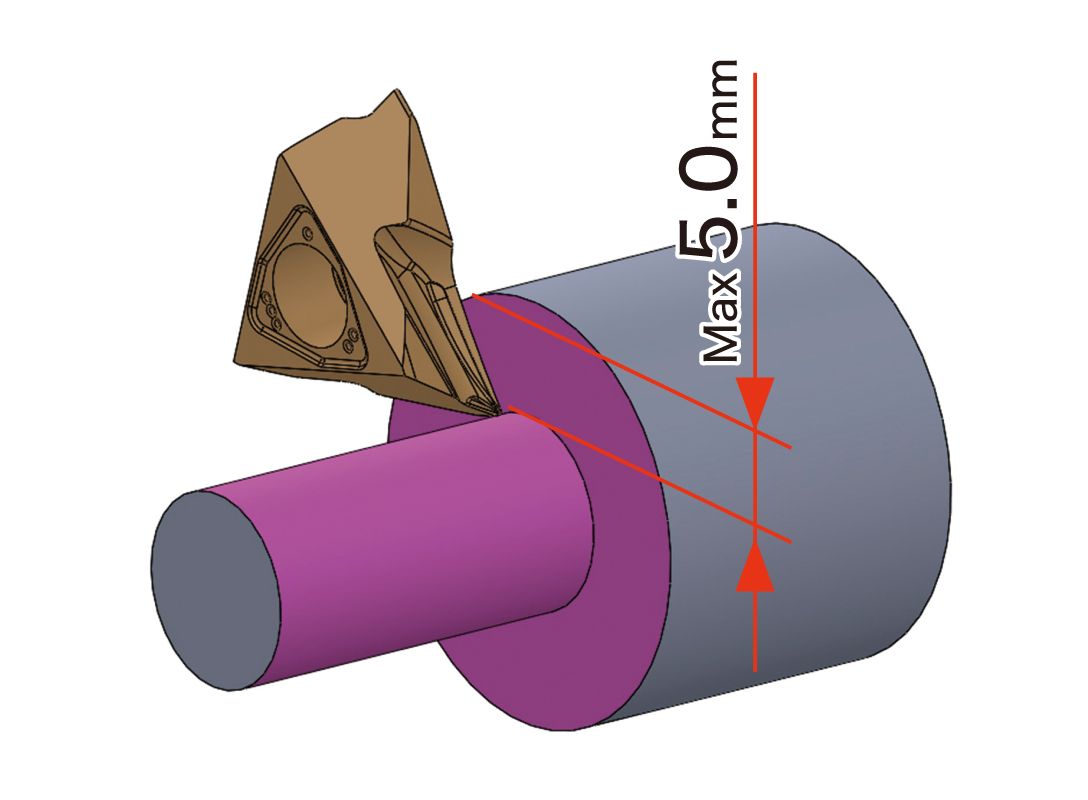
 | Kohlenstoffstahl Legierter Stahl (Kontinuierlich) | DM4 | 50 – 120 160 – 400 | 0.5 – 5.0 .020 – .200 | 0.03 – 0.1 .001 – .004 |
 | Rostfrei (durchgehend) | ST4 | 50 – 120 160 – 400 | 0.5 – 5.0 .020 – .200 | 0.03 – 0.1 .001 – .004 |
| Schwierig zu schneidendes Material (Fortlaufend) | DM4 | ||||
 | Titanlegierung (Kontinuierlich) | DM4 | 50 – 120 160 – 400 | 0.5 – 5.0 .020 – .200 | 0.03 – 0.1 .001 – .004 |
 | Gehärtetes Material (Kontinuierlich) | DM4 | 50 – 120 160 – 400 | 0.5 – 5.0 .020 – .200 | 0.03 – 0.1 .001 – .004 |
 | Nichteisenmetalle Aluminium Kunststoff Allgemeine Zwecke (Kontinuierlich) | DM4 | 50 – 120 160 – 400 | 0.5 – 5.0 .020 – .200 | 0.03 – 0.1 .001 – .004 |
| Welle | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| Der Front Max |
180 Stück / Schneide
|
| Produkt des Wettbewerbs |
50 Stück / Schneide |
| Elektronisches Bauteil | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| ST4+Die Front Max |
160 Stück / Schneide |
| CCGT09 Typ (PVD-beschichtetes Karbid) |
80 Stück / Schneide |