
| 被削材分類 | 被削材 | ブレーカ | NTK材質 第1推奨 |
切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
炭素鋼 合金鋼 |
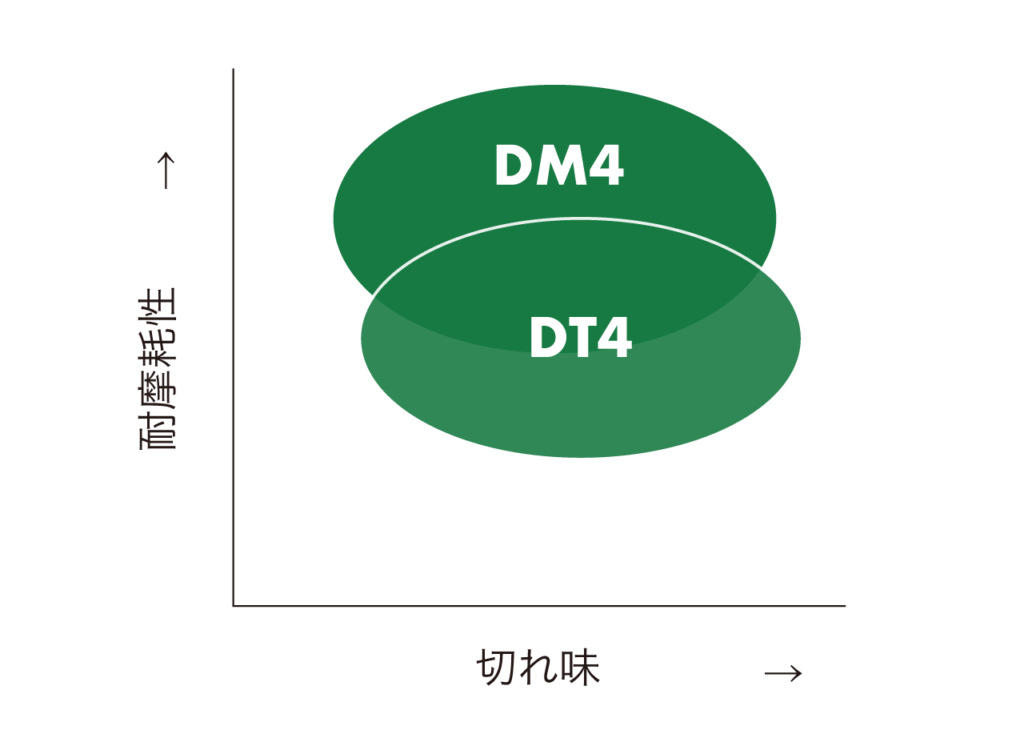
AMX | DT4 DM4 |
40 – 150 130 – 500 | 0.05 – 0.3 .002 – .012 | 0.03 – 0.1 .001 – .004 |
| TMV | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 | ||||
| YL | 0.3 – 2.5 .012 – .100 | 0.02 – 0.15 .001 – .006 | ||||
 |
難削ステンレス 快削ステンレス |
AMX | 40 – 100 130 – 330 | 0.05 – 0.3 .002 – .012 | 0.03 – 0.1 .001 – .004 | |
| TMV | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 | ||||
| YL | 0.3 – 2.5 .012 – .100 | 0.02 – 0.15 .001 – .006 | ||||
 |
耐熱合金 コバルトクロム合金 |
AMX | 20 – 80 70 – 260 | 0.05 – 0.3 .002 – .012 | 0.03 – 0.1 .001 – .004 | |
| TMV | 0.5 – 2.0 .020 – .080 | 0.05 – 0.2 .002 – .008 | ||||
| YL | 0.3 – 2.5 .012 – .100 | 0.02 – 0.15 .001 – .006 |
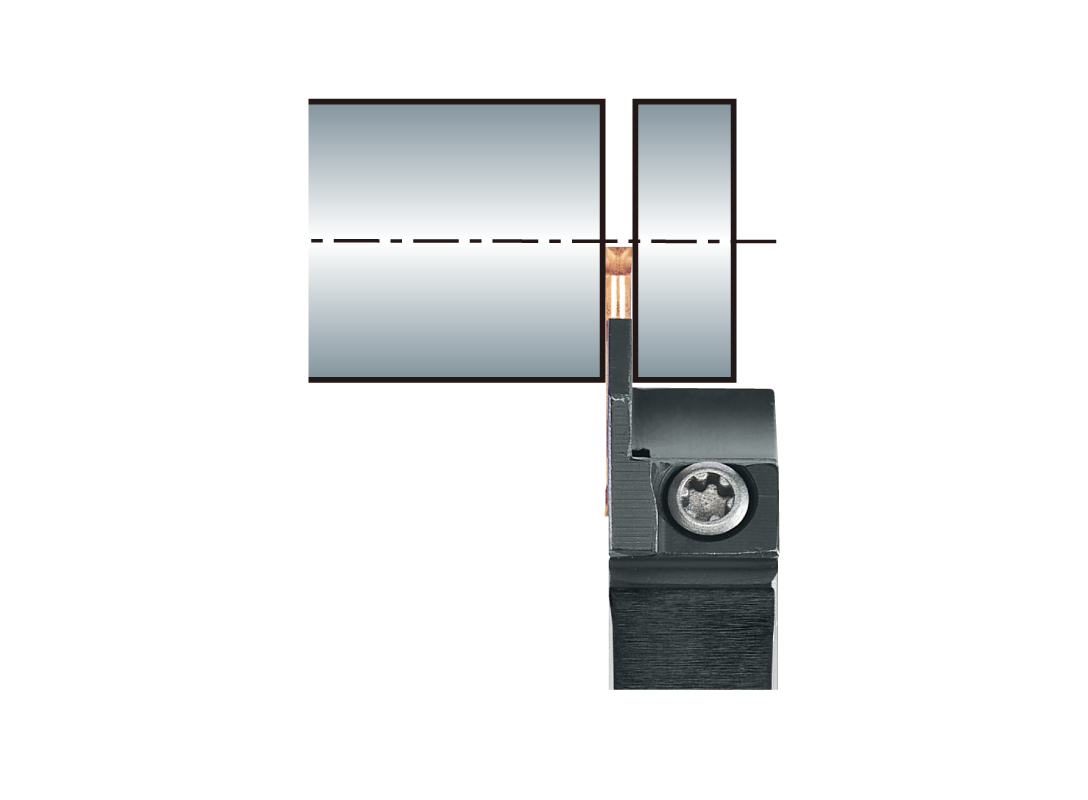
| 突切り加工 | |
|---|---|
|
 |
|
|
|
|
|
|
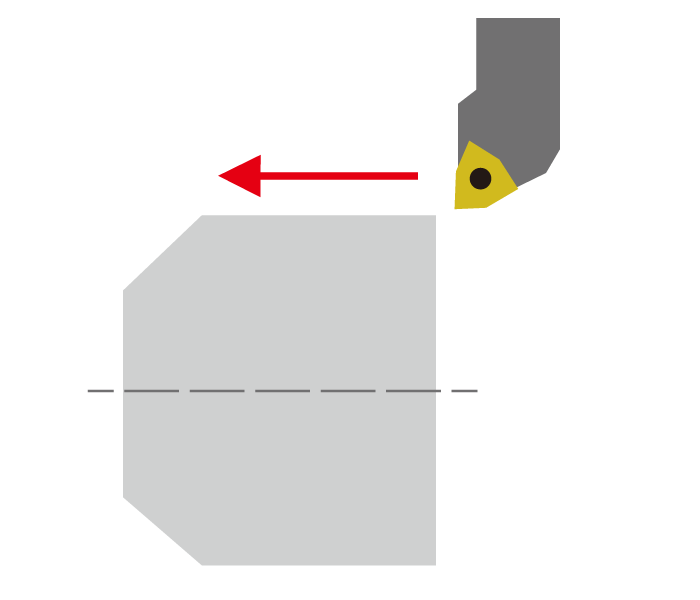
| 航空機部品加工 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
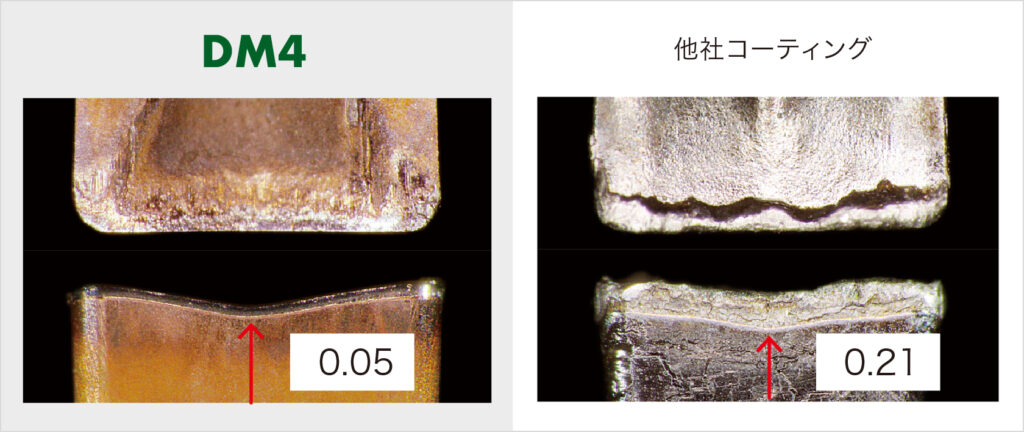
| DM4 |
50個/コーナー
|
| 他社PVDコーテッド超硬 |
30個/コーナー
|
| 医療ねじ加工 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| DT4 |
400個/コーナー
|
| 他社PVDコーテッド超硬 |
250個/コーナー
|