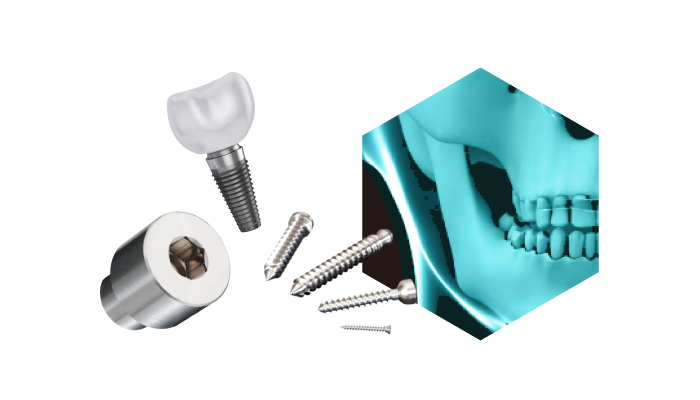
ソケット穴加工用 | CNC自動旋盤
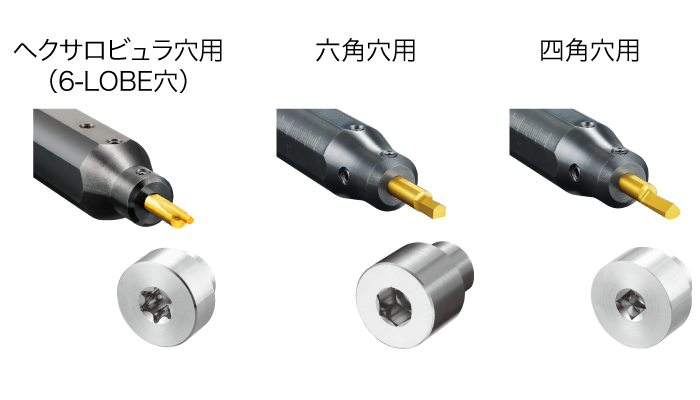
SSP-H Hexagon socket
SSP-S Square socket
SSP-T Hexalobular socket (6-LOBE hole)
HY-NBH-OH Shank diameter 16
HY-NBH-OH Shank diameter 19.05 – 25.4
HY-NBH Sleeve for Shaper
NBH Shank diameter 15.875 – 19.05
NBH Shank diameter 20 – 32
この製品の詳細については、オンライン電子カタログをご覧になるか、カタログ/製品レポートをダウンロードしてください。