
| 被削材分類 | 被削材 | 切削油 | NTK材質 第1推奨 |
切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
耐熱合金 粗加工(白皮) |
WET | SX7 | 180 – 270 600 – 900 | 1.0 – 2.5 .040 – .100 | 0.15 – 0.3 .006 – .012 |
| 耐熱合金 中仕上げ加工 |
WET | 180 – 270 600 – 900 | 1.0 – 2.0 .040 – .080 | 0.12 – 0.25 .004 – .010 | ||
| 耐熱合金 溝入れ加工 |
WET | 180 – 270 600 – 900 | – | 0.07 – 0.15 .003 – .006 | ||
| 耐熱合金 ミーリング粗加工 |
DRY | 600 – 1200 2000 – 4000 | 1.0 – 2.5 .040 – .100 | 0.07 – 0.12 .003 – .004 |
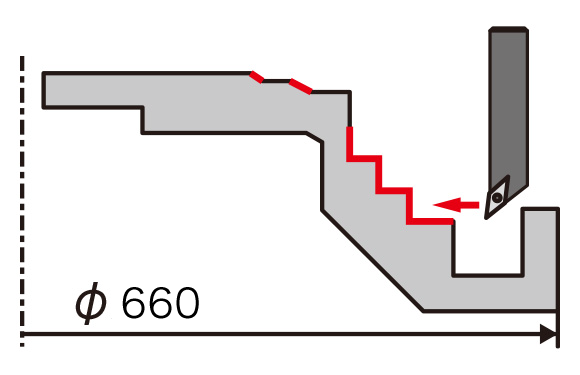
| シール部品(仕上げ加工) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| SX7 |
7分/ヶ
|
| 他社ウィスカ工具 |
15分/ヶ
切削速度:
200m/min
370 SFM
|
| 他社超硬工具 |
24分/ヶ
切削速度:
50m/min
170 SFM
|
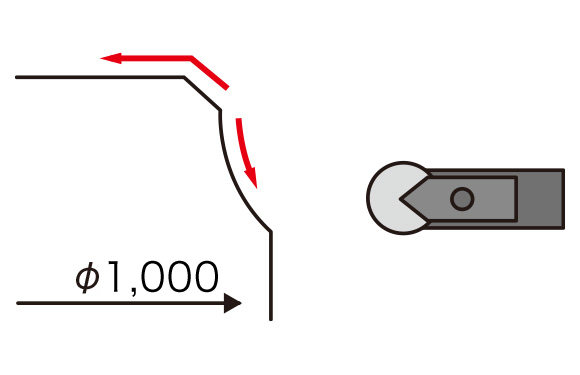
| タービンケース(中仕上げ加工) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| SX7 |
7分/ヶ
|
| 他社ウィスカ工具 |
5分/ヶ 欠損
|