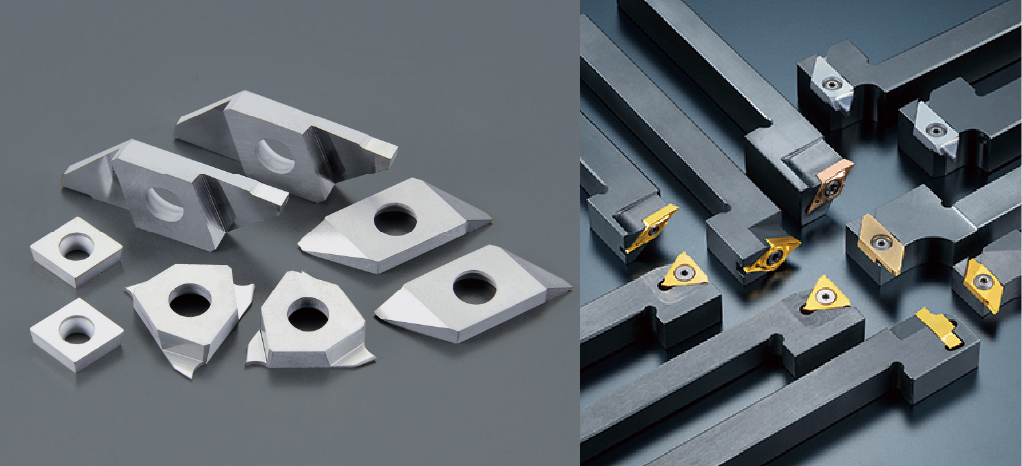
樹脂加工ソリューション小物部品旋削加工用 | Y軸ホルダ + KM1
樹脂加工における新しい切屑処理提案
樹脂加工ソリューション 安定加工の実現
Y軸ホルダによる切屑処理改善
KM1による良質な加工面
性能
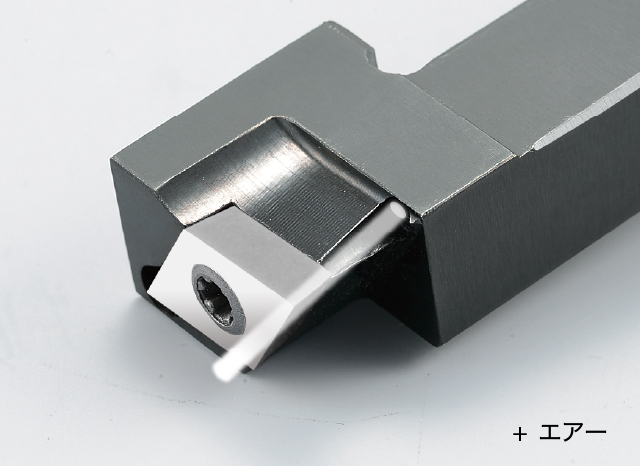
- Y軸からのアプローチにより、切屑トラブルを解消します
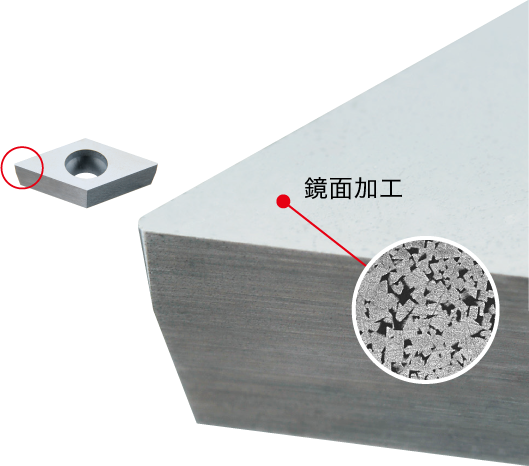
- 鏡面研磨された微粒子超硬により、良好な加工面を実現します
適用アプリケーション
樹脂材料(PEEK / PTFE等)の自動旋盤加工(クシ刃タイプ)
前挽き(ISO) / 後挽き / 溝入れ / 突切り / ねじ切り / 内径
Y軸ホルダ + KM1
加工条件
表を横にスクロール →
| 材質 | 被削材 | 加工方法 | 工程 | 切削速度 (m/min) | 送り (mm/rev) | 切込み (mm) | DRY | エアー |
|---|---|---|---|---|---|---|---|---|
| KM1 | 樹脂 PEEK, PTFE, etc | 旋削 | 粗 仕上 | 50 - 150 | 0.05 - 0.10 | 0.5 - 3.0 | ● | ● |
切屑処理性能
図を横にスクロール →
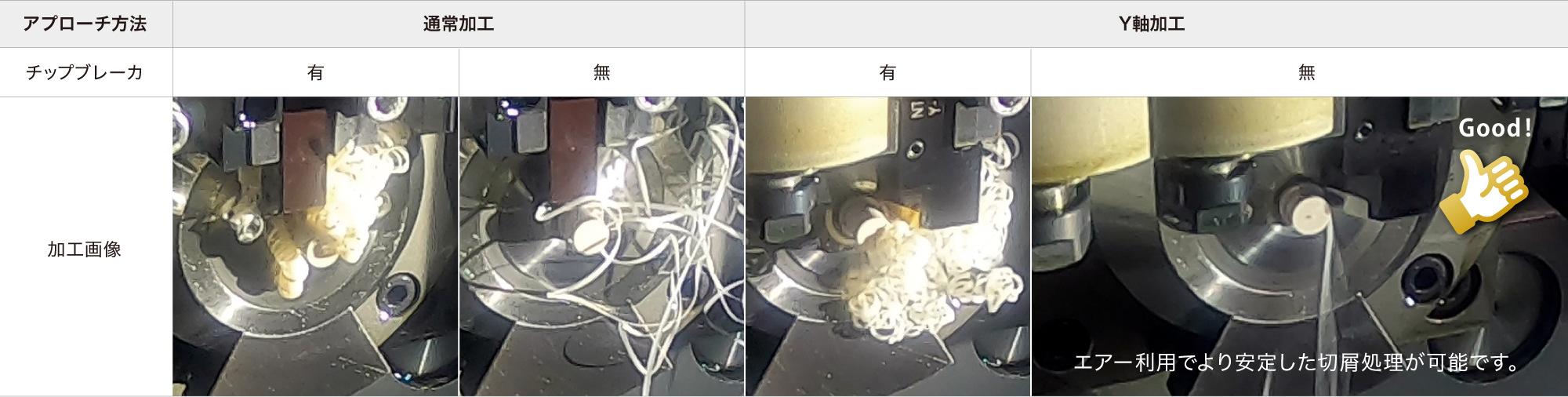
- [ 切削条件 ]
- 被削材:PEEK(φ10) vc=80m/min f=0.05mm/rev ap=1.00mm
NTK超硬の加工性能
微粒子超硬 + 鏡面研磨による優れた刃立ち性と耐溶着性により、良好な加工面品位が得られます。
加工事例
| 医療インプラント | |
|---|---|
|
PEEK |
|
100 |
|
0.06 |
|
2.50 |
|
NTK:エアー 他社:DRY |
| KM1 VCGT11T302H ノンブレーカ |
80個 / コーナー |
| 超硬 VCGT11T302 モールドブレーカ | 40個 / コーナー |
| 自動車部品 | |
|---|---|
|
PEEK(ガラス繊維入) |
|
NTK:120 他社:40 |
|
NTK:0.08 他社:0.05 |
|
0.25 |
|
NTK:エアー 他社:DRY |
| KM1 DCGT11T302H ノンブレーカ |
3個 / コーナー |
| PVD超硬 VNMG160408 モールドブレーカ | 1個 / コーナー |
ラインナップ
| スタンダードホルダ | □7/8/10/12/16/20 ※□10~オイルホール設定有 |
| Y軸ホルダ+オイルホール | □12/16 |
| 内径 | 最小加工径 φ1~ ※φ2.2~オイルホール設定有 |
ISO インサート ラインナップ
表を横にスクロール →
| 形状 | 品番コード | 品名 | コーナR | 材質 | 寸法(mm) | 備考 | |||
|---|---|---|---|---|---|---|---|---|---|
| KM1 | 内接円 | 厚さ | |||||||
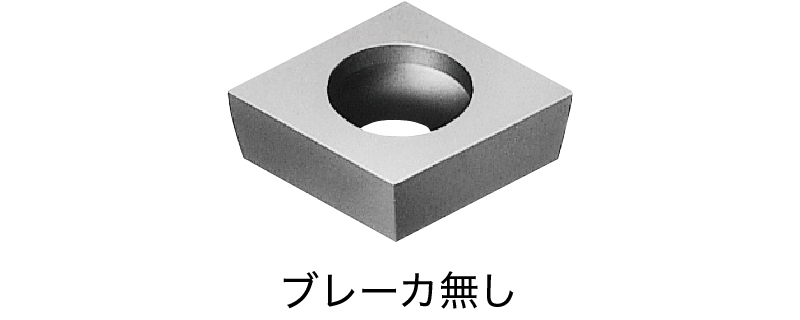 |
5556196 | CCGW | 060200 | H | 0.03 | ● | 6.35 | 2.38 | |
| 5556204 | 060201 | H | 0.1 | ● | |||||
| 5556212 | 060202 | H | 0.2 | ● | |||||
| 5556220 | 09T300 | H | 0.03 | ● | 9.525 | 3.97 | |||
| 5556246 | 09T301 | H | 0.1 | ● | |||||
| 5556253 | 09T302 | H | 0.2 | ● | |||||
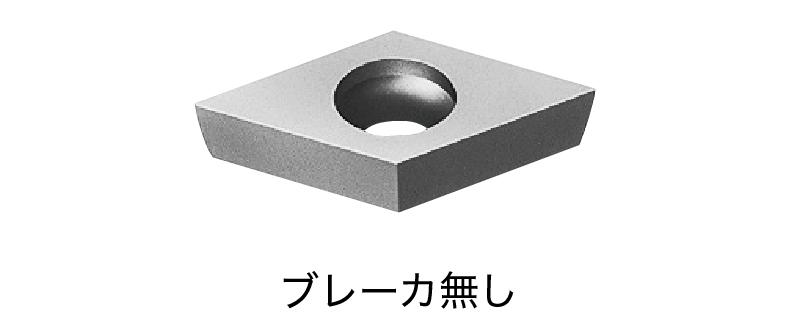 |
5556139 | DCGW | 070200 | H | 0.03 | ● | 6.35 | 2.38 | |
| 5556147 | 070201 | H | 0.1 | ● | |||||
| 5556154 | 070202 | H | 0.2 | ● | |||||
| 5556162 | 11T300 | H | 0.03 | ● | 9.525 | 3.97 | |||
| 5556170 | 11T301 | H | 0.1 | ● | |||||
| 5556188 | 11T302 | H | 0.2 | ● | |||||
| 5556295 | TFD | 07FR05 | H | 0.05 | ● | 6.35 | 2.38 | ワイパー付 | |
| 5556303 | TFD | 11FR05 | H | 0.05 | ● | 9.525 | 3.97 | ||
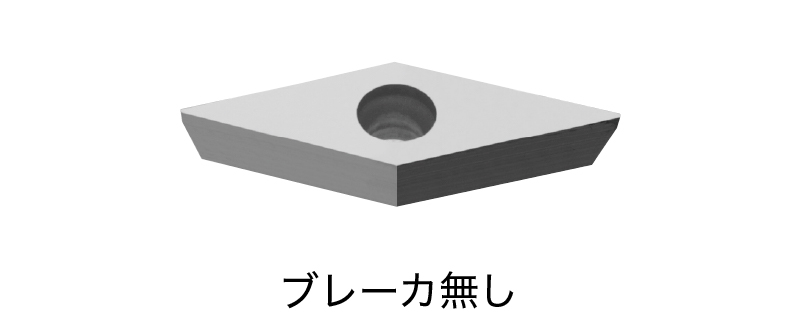 |
5556261 | VCGW | 110300 | H | 0.03 | ● | 6.35 | 3.18 | |
| 5556279 | 110301 | H | 0.1 | ● | |||||
| 5556287 | 110302 | H | 0.2 | ● | |||||
TFD型の特長
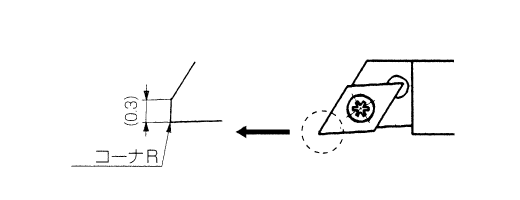
※ TFD型のチップ形状はDCGT型と同じです。
※ TFD型は、ホルダにセットした状態で0.3㎜のストレート(さらい刃)が付く設計になっており、ワーク面粗さの向上及び高送りが可能なタイプです。
※ TFD型は、切れ刃角が93°のホルダ(SDJC-N、SDJC-N-F、SDJC、CH-SDUC、Y-SDJC、Y-SDJC-OH)に装着可能です。