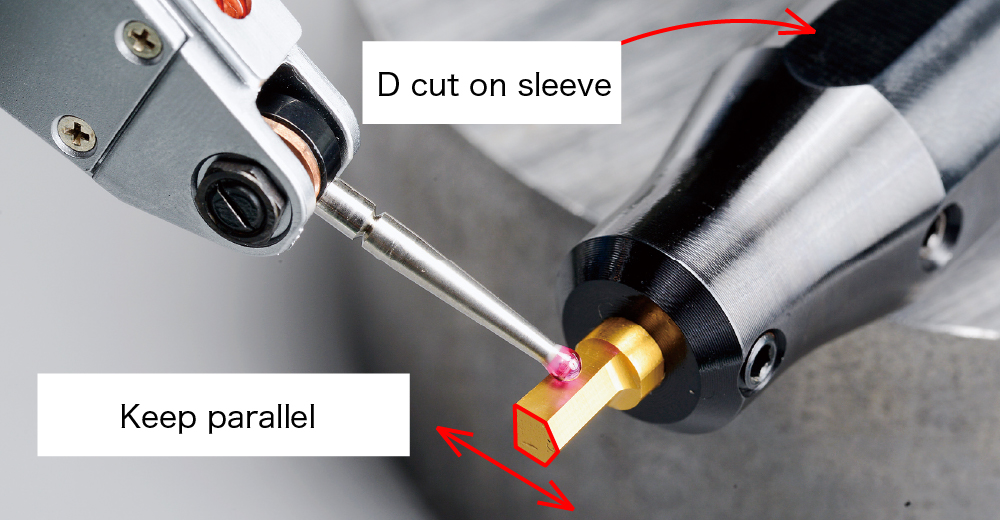
Confirm that D-cut surface of sleeve holder is parallel to the side of the insert bar. Minimize the overhang of the insert
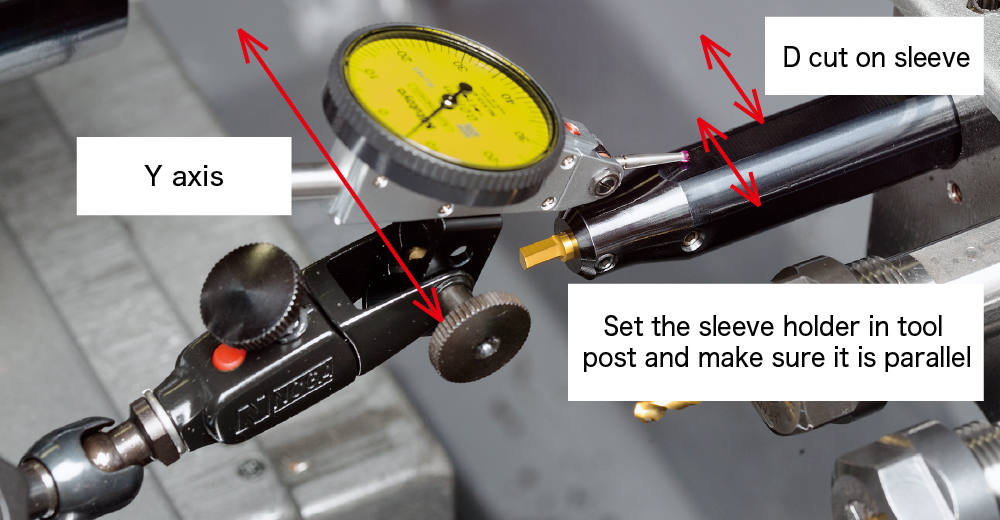
② Make sure the sleeve is set parallel
Set the sleeve into the tool post and make sure the sleeve is set parallel.
Minimize sleeve overhang.
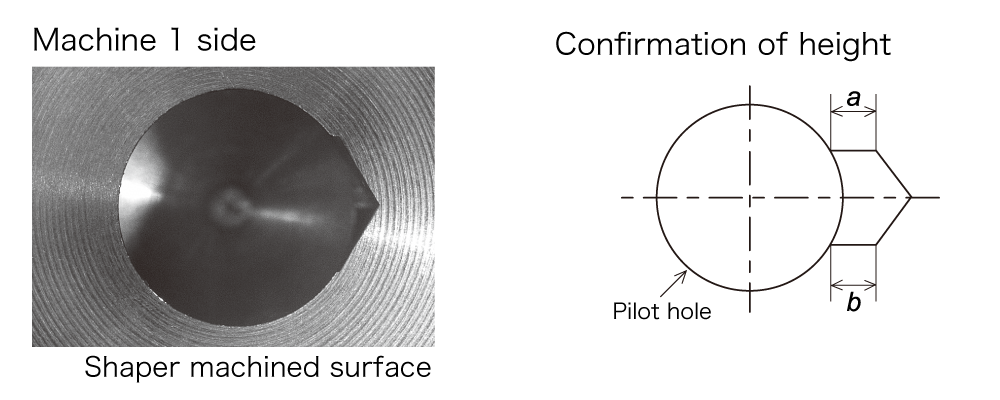
③ Confirmation of height
Machine one feature larger than the pilot hole without chamfering
*If the insert chips with large depth of cut, then increase the number of machining passes with smaller depths of cut.
(Recommend: 0.025mm.039” x 5 passes) No chamfering is required.
Measure the length of both [a] and [b] with a comparator or magnifier.
Adjust centerline height by rotating the sleeve until you get the same length for [a] and [b]. (the difference should be less than 0.02mm.0008”)
* If a step is still seen even after increased passes, please restart the setup process.
Make sure both the insert and the holder are set up correctly.
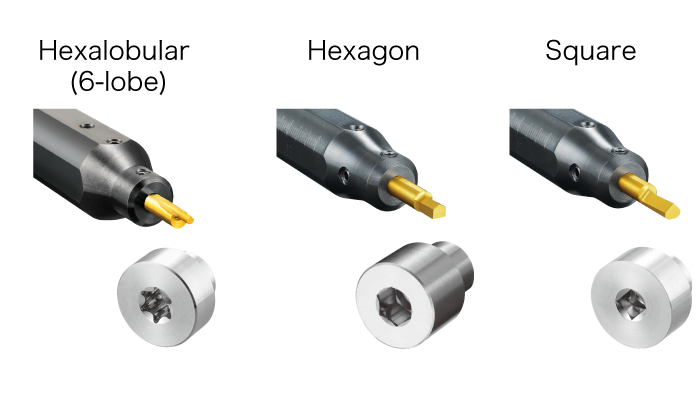
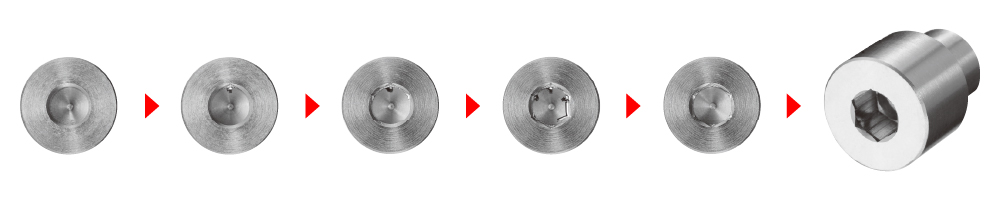
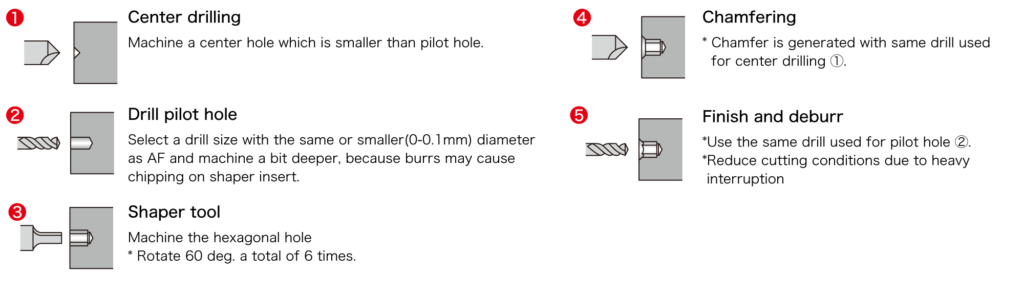
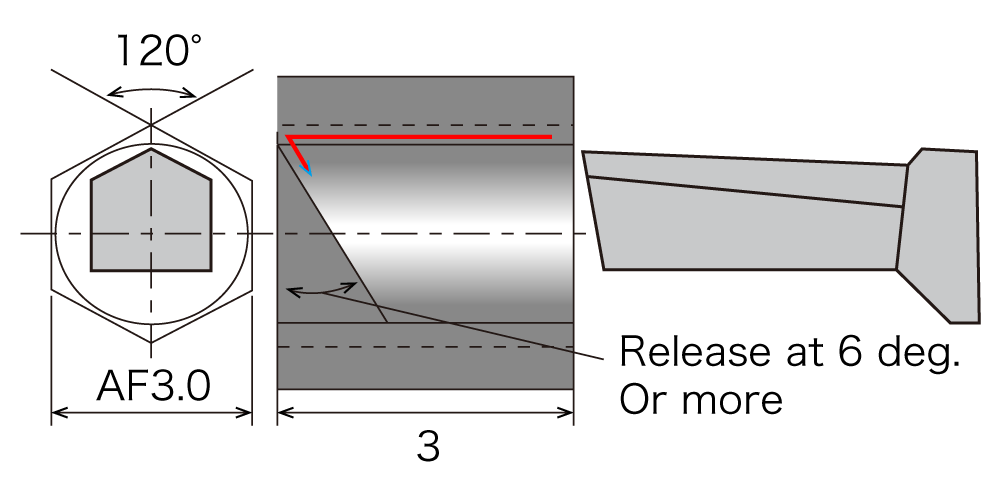
④ Visual of step by step machining of hexagon socket
Hexalobular (6-lobe) machining Basically same as hexagon machining
Shaper Duo process chart (Hex example)
[ Recommended cutting contitions ]
Feed 1000 to 4000 mm/min39.3 to 157.5 IPM DOC: Roughing 0.025mm and Finishing 0.005mm.0010” and Finishing .0002” (1 to 2 times)
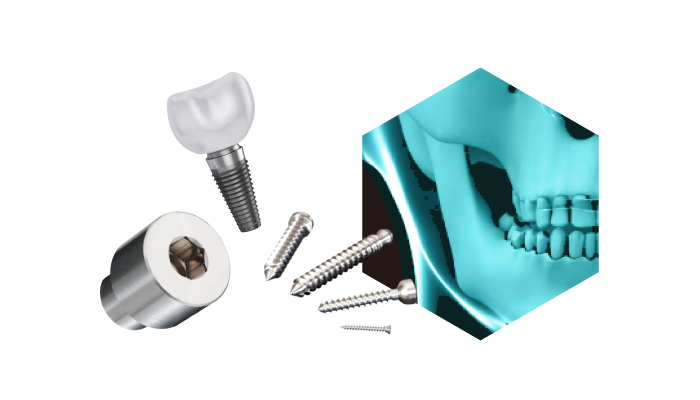
Case study
Hexagon hole machining
Material :
SUS303
303SS
Feed :
2,000 m/min78.7 IPM
DOC :
Roughing 0.025 mm.0010 inch
DOC :
Finishing 0.005 mm.0002 inch
Coolant :
WET
TM4 SSP030N1940H
10,000 pcs / corner
Competitor’s carbide inserts
300 pcs / corner
Competitor’s product dulled very quickly resulting in short tool life. NTK’s hexagon shaper insert achieved longer tool life by maintaining insert edge sharpness and shape. Improved cycle time and excellent surface finishes.
Related News
For more information about this product, visit our online e-catalog, or download the catalog/product report