 用於非鐵金屬加工的多功能刀具| 針對CNC走心車床設計
用於非鐵金屬加工的多功能刀具| 針對CNC走心車床設計
強化針對鋁製閥芯加工的性能
最適合需要高精度、高效率的閥芯加工
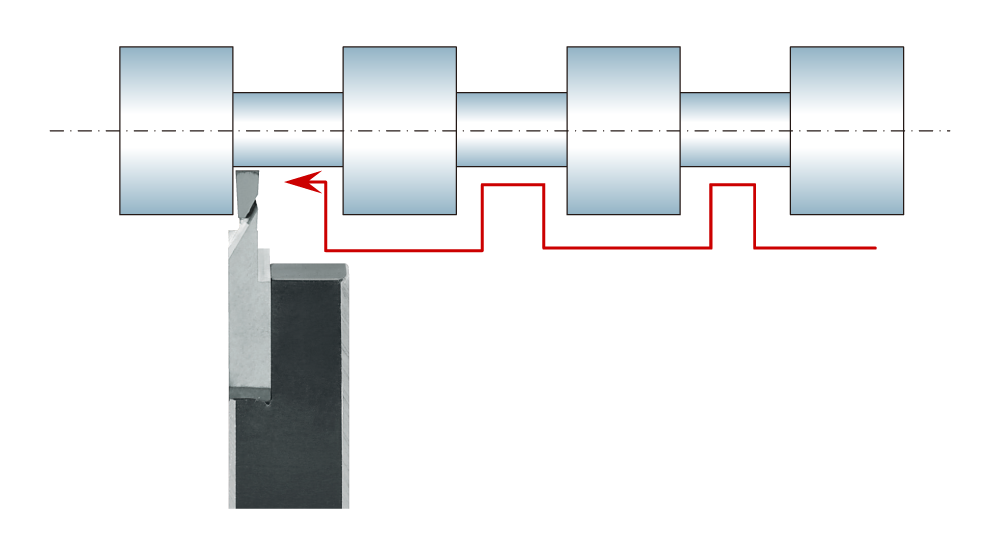
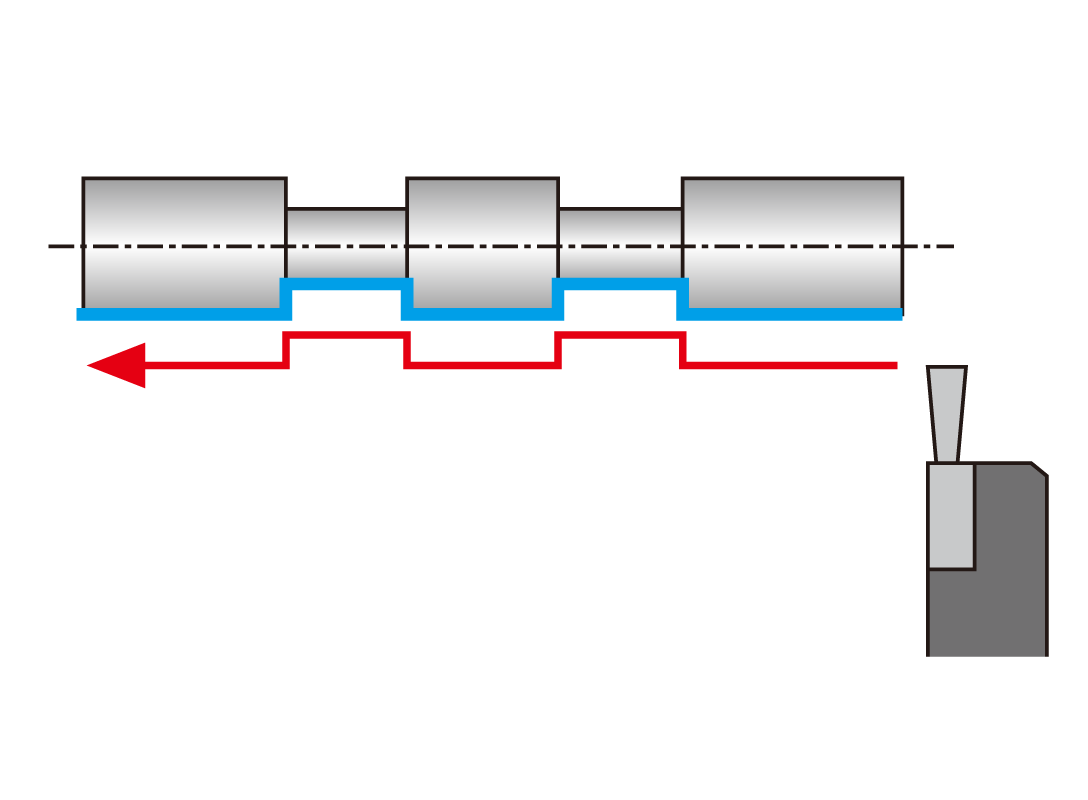
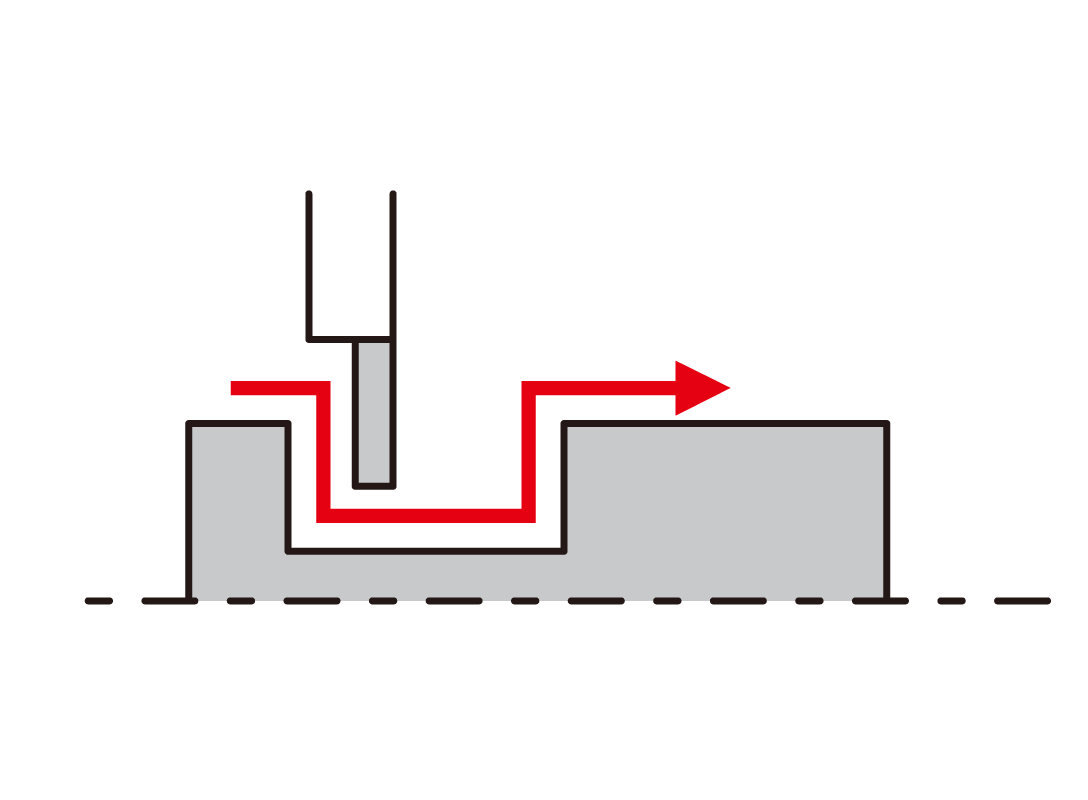
可同時完成槽加工及橫掃加工
單次走刀完成加工,提高生產效率
- 配合加工需求,有2種刀片材質供選用
- PCD材質的PD1
- 細緻的微粒子多晶體鑽石材質,提升刀具強度
- 與非鐵材質的親合度低,耐熔著性能佳
- 不易產生積屑瘤,維持高精度的穩定加工狀態
- 相較鎢鋼,現有物質中硬度最高的鑽石材質,能達到更高速且加工壽命更長的表現
- 鎢鋼材質KM1
- 專為非鐵金屬加工設計的無塗層微粒子鎢鋼材質
- 藉由鋒利刃口鏡面研磨處理,達到高品質加工面的表現
- 相較於PCF材質,可大幅降低刀具成本
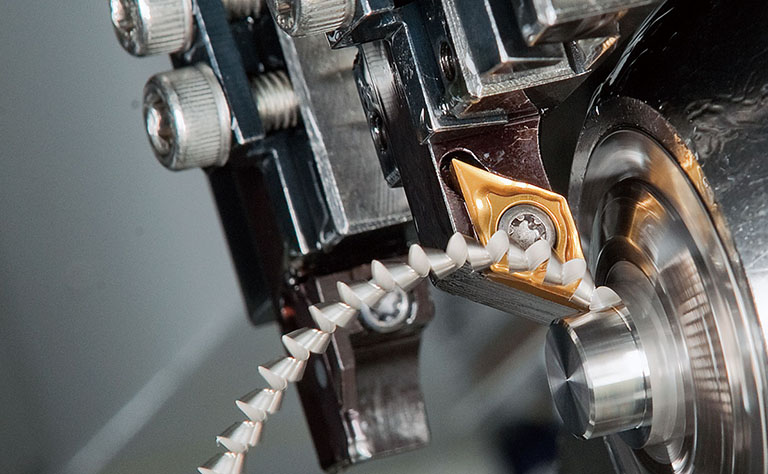
適用場合
CNC走心車床
切槽/橫掃加工
配刀圖
加工條件
Scroll the table →
| 塗層材質 | 被切削材料 | 加工方法 | 切削速度 (m/min) | 槽寬 (mm) | 槽加工進給(mm/rev) |
橫向加工進給(mm/rev) |
|---|---|---|---|---|---|---|
| PD1(PCD材質) | 非鐵 / 鋁 | 槽加工 / 橫掃加工 | 100 - 300 | 2.0 - 2.5 | 0.05 - 0.15 | 0.03 - 0.10 |
| KM1(無塗層鎢鋼) | 50 - 200 |
加工案例
| 線軸 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| KM1 | 300 個 |
| 他牌PVD塗層鎢鋼 | 200 個 |
他牌產品需再進行3次粗加工後再進行精加工,因卡屑而崩刀的情況較頻繁。加工工時長達3分鐘以上。使用NTK的KM1材質刀具加工,單次走刀即加工完成,加工工時縮短至1分50秒。
| 線軸 | |
|---|---|
|
 |
|
|
|
|
|
|
| PD1 | 10,000 個 |
| 他牌鎢鋼手磨刀 | |
單次走刀完成加工,大幅縮短加工工時。PD1材質刀具加工,不易發生熔著問題,加工表面潔淨,加工效率與加工壽命明顯提高。
產品陣容
請參照產品目錄,查閱產品陣容


Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab