
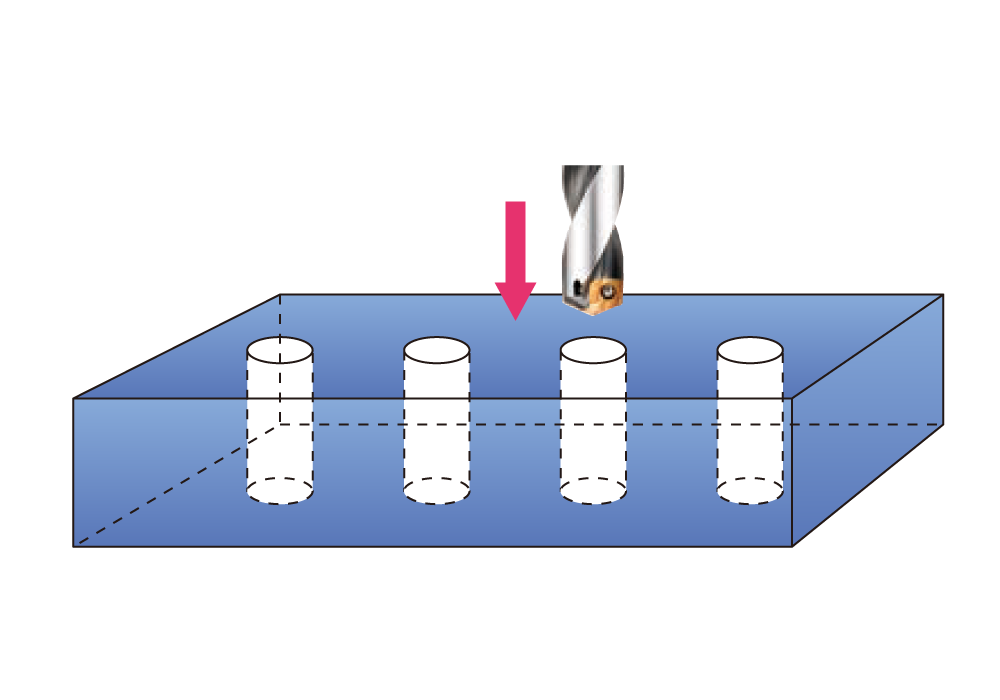
GEN3 系列鑽孔加工| 塗層鎢鋼刀片
能在高速・高進給條件下達成高效加工
切屑處理佳,加工表現穩定
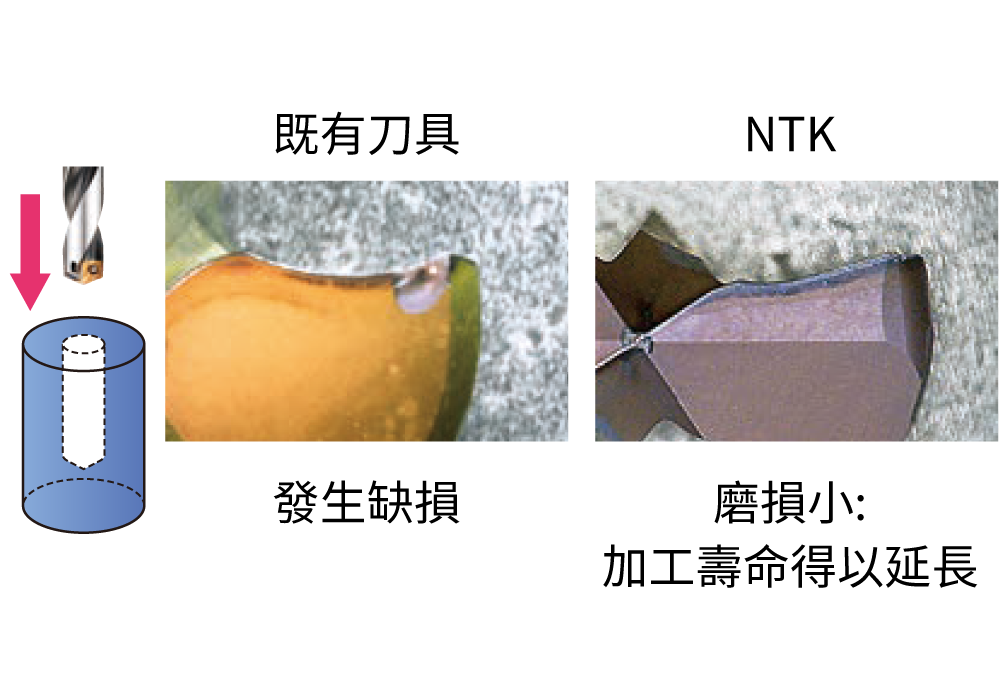
憑藉耐磨損性能佳的塗層鎢鋼刀片與獨創的排屑槽,達成高效率的鑽孔加工
可對應加工徑φ11.0~φ36的刀片為標準庫存產品
可對應最大加工深度「12D」的鑽孔加工
介紹動畫
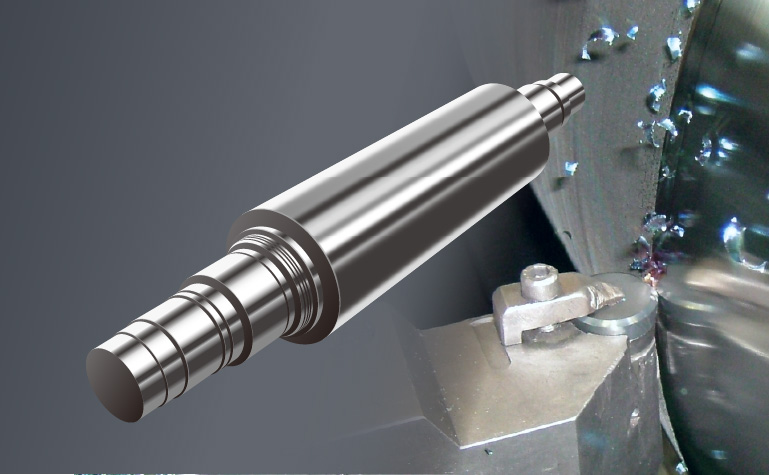
SCM440 鑽孔加工
S17C 鑽孔加工
Thickwall 鑽孔加工
性能
- 透過高速加工達到高效率的鑽孔加工
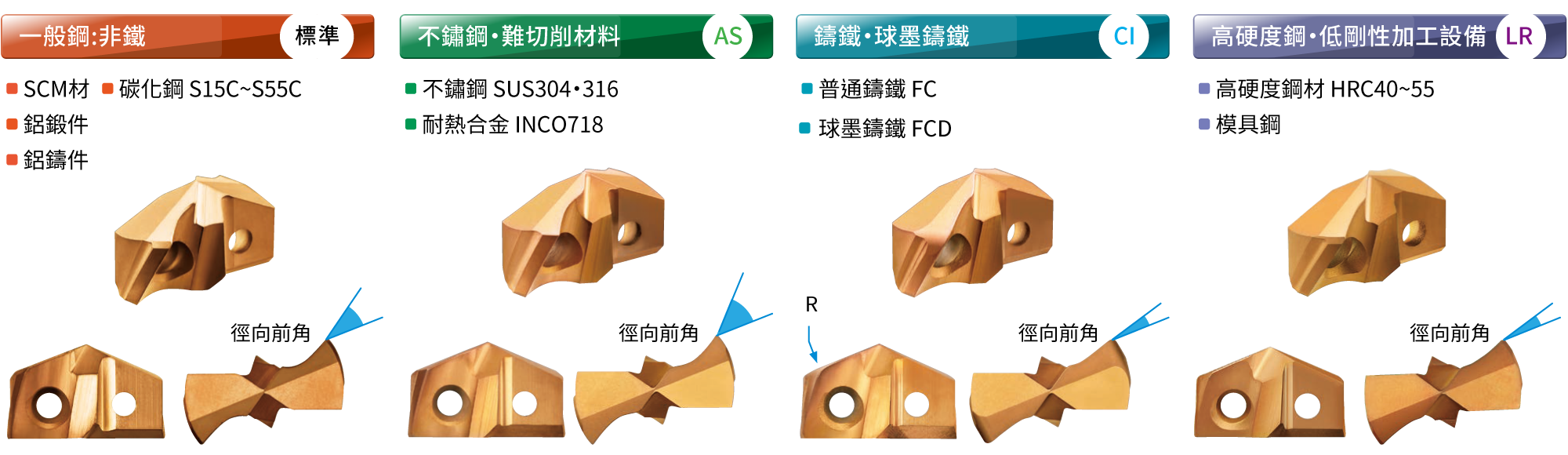
- 備有適合各種被切削材的產品種類
- 透過刀桿前端噴射高壓冷卻液,將斷屑順暢排出
- 不須採分段進給來進行斷屑
適用場合
各種被切削材 鑽孔加工
依據切削材料不同搭配最適合的排屑槽,發揮良好的排屑效果

可對應刃徑與加工深度
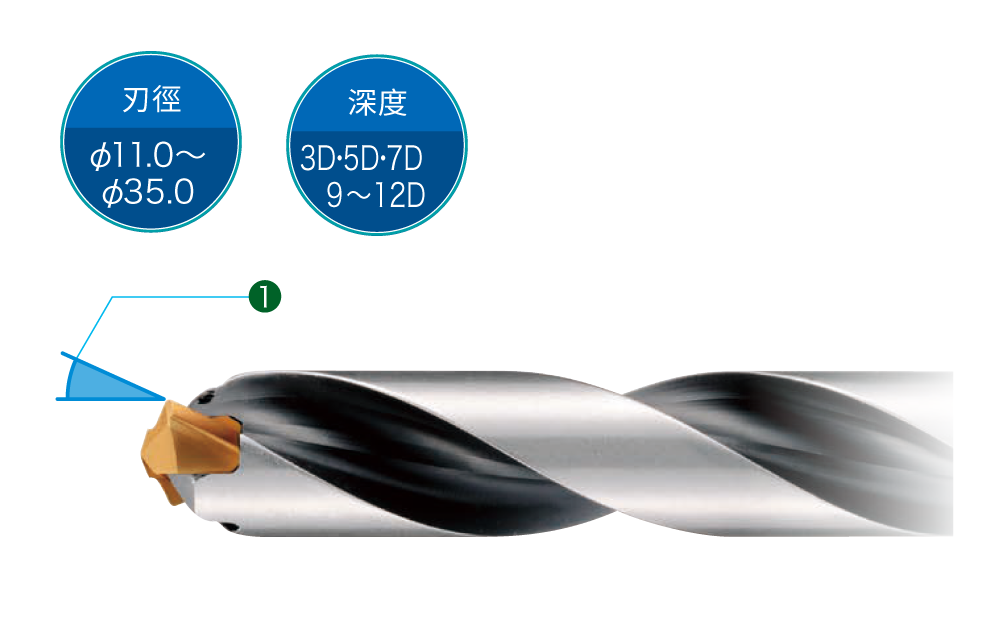
❶ 低阻力型的刀尖形狀
穩定高速加工
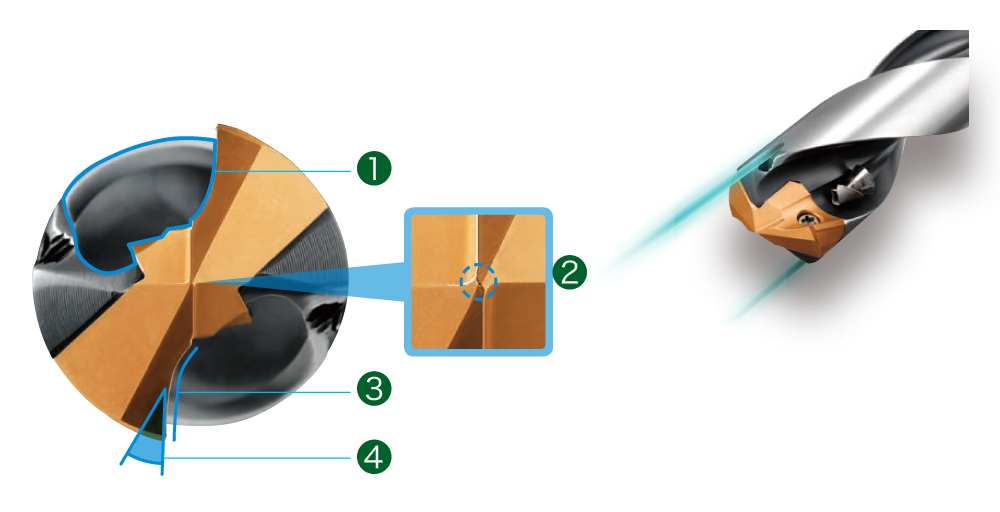
❶ 大體積容屑槽
❷ 定心度佳的X橫刃修磨
❸ 低阻力刀尖形狀
❹ 徑向前角(半徑方向前角)
對應各種加工用途的刀尖
Scroll the table →
加工案例
| 汽車煞車零件 (φ15×87mm, 6D) | |
|---|---|
|
 |
|
|
|
|
|
|
|
NTK | 153mm/min |
| 他牌高速鋼鑽頭 | 41mm/min |
相較既有刀具,加工效率提高至3.7倍,且不需採分段進給加工,加工工時整體縮減至1/11以下。
| 汽車零件 (φ27×135mm, 5D) | |
|---|---|
|
 |
|
|
|
|
|
|
|
NTK | 170mm/min |
| 他牌刀片替換式鎢鋼鑽頭 | 80mm/min |
相較於既有刀具,加工效率提高至2倍以上。
相較於既有刀具,加工壽命提高至2倍。
加工條件
產品陣容
請參照產品目錄,查閱產品陣容



Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch