
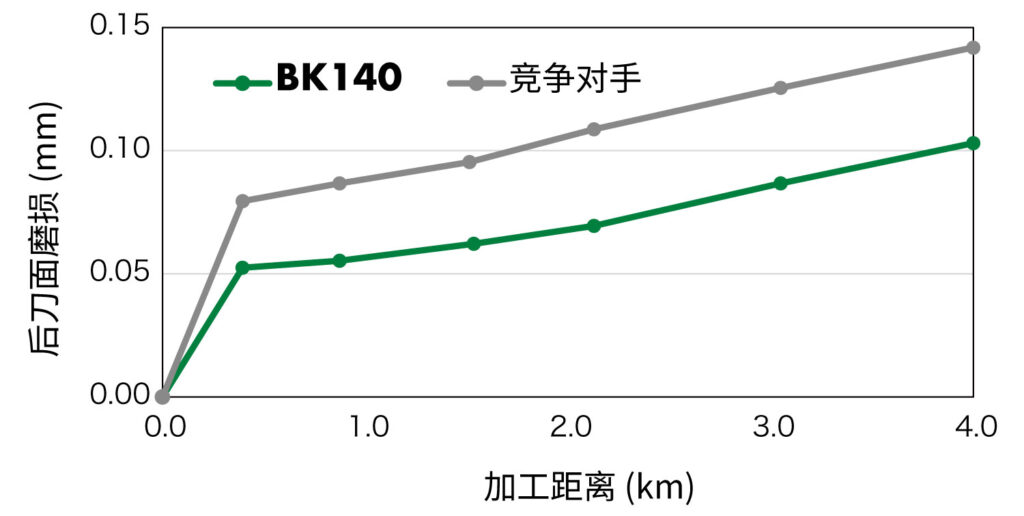
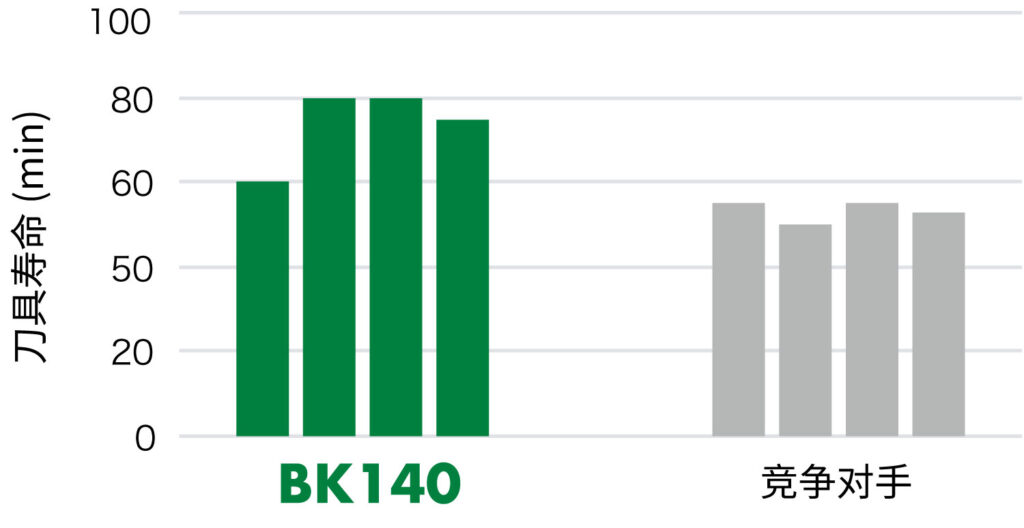
| BK140 | 竞争对手 |
|---|---|
 |
 |

| ●:第一推荐 | |||||||
| ISO | 被加工材料 | 適応領域 | 切削速度 | 进给 | 切深 | 切削油 | |
|---|---|---|---|---|---|---|---|
| (m/min) (SFM) | (mm/rev) (IPR) | (mm) (inch) | DRY | WET | |||
 |
铸铁 | 车削 | 300 – 2000 130 – 6600 | 0.05 – 0.5 .002 – .020 | 0.05 – 4 .002 – .160 | ● | △ |
| 铣削 | 300 – 2000 130 – 6600 | 0.05 – 0.5 .002 – .020 | 0.05 – 3 .002 – .120 | ● | △ | ||
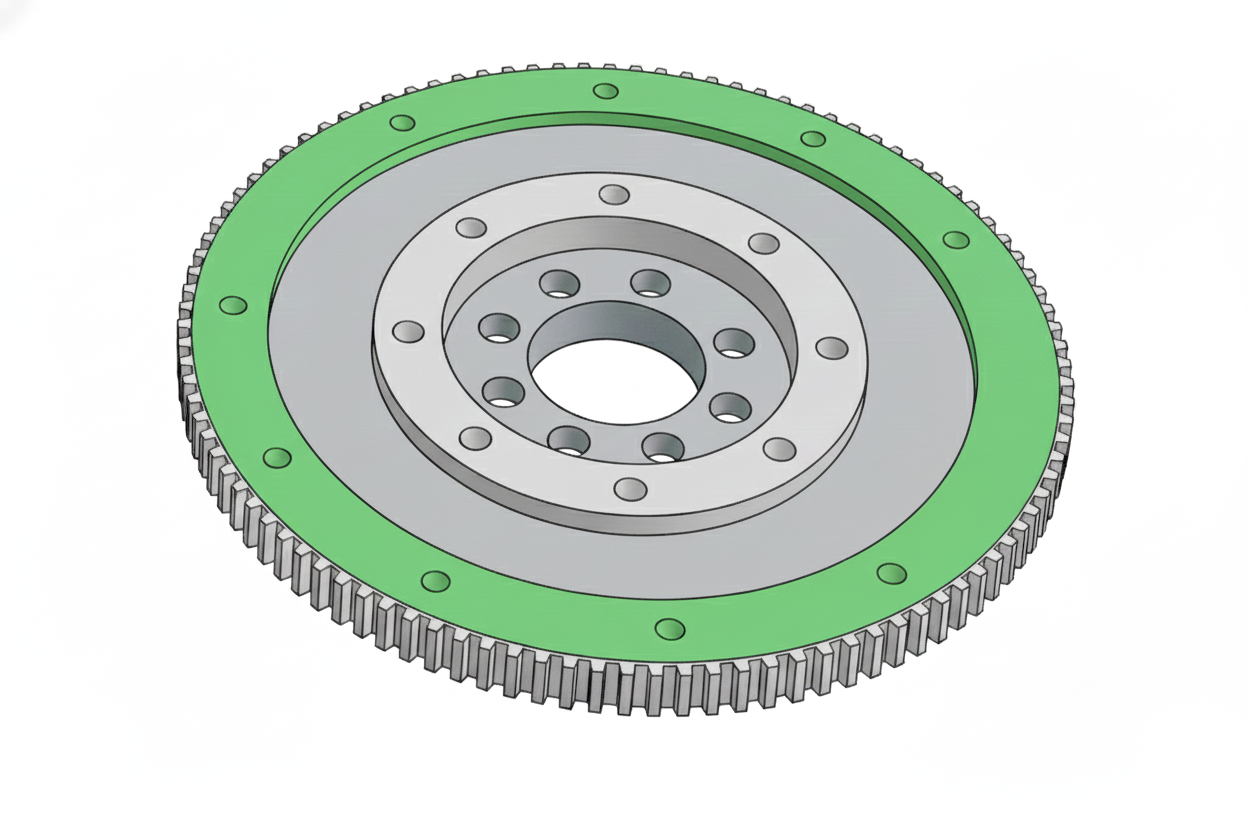
| 飞轮 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| BK140 |
240个/角 (改善稳定性) |
|
| 竞争对手的CBN |
240个/角 (不稳定) |
|
| 制动鼓 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| BK140 |
150件/角
|
|
| 竞争对手的CBN |
100件/角
|
|