用于最大直径达 16mm .630” | 瑞士数控车床的切割操作
瑞士数控车床切割操作
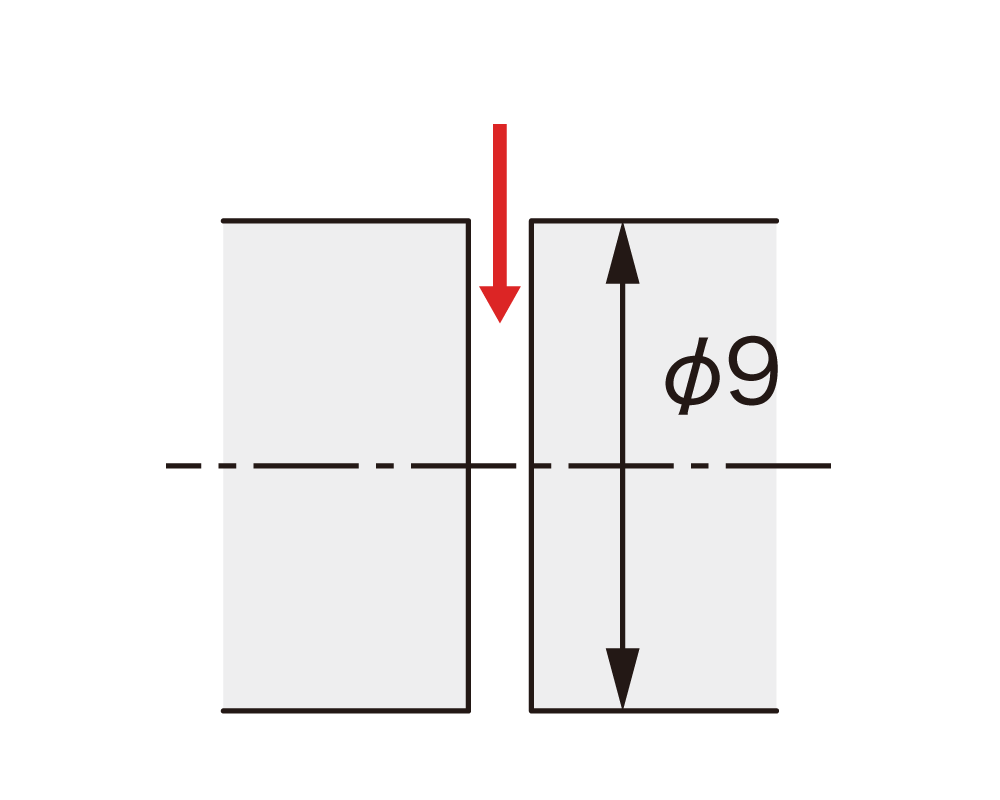
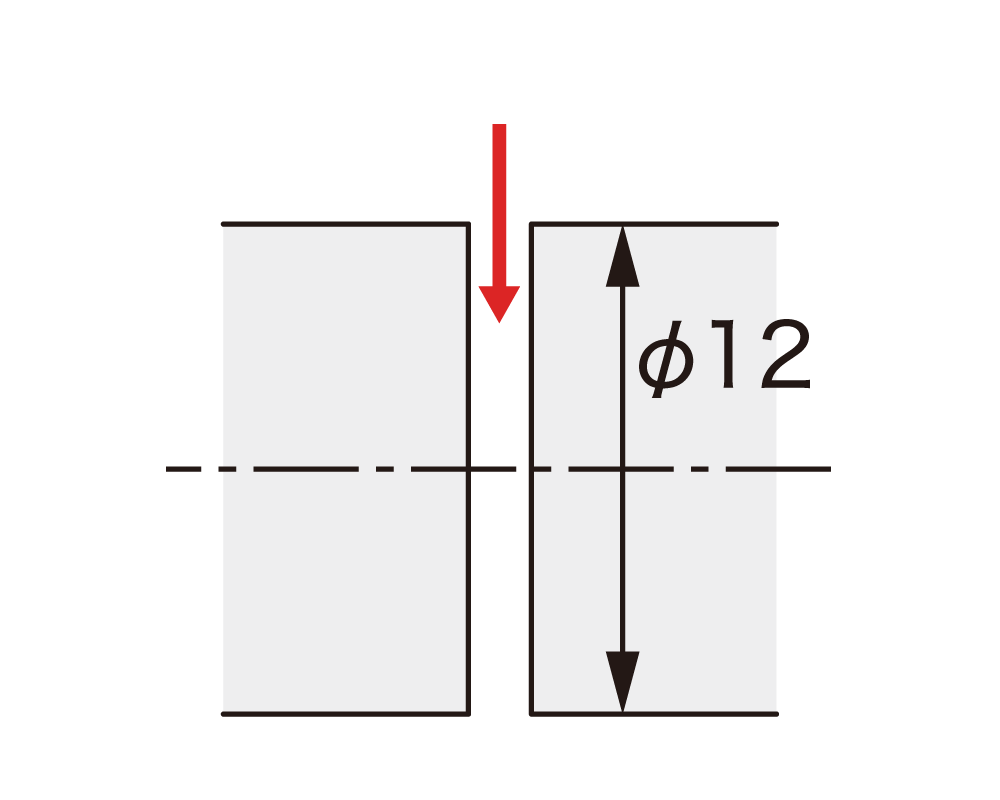
[ 切割条件 ]材料: SUS304 ⌀8 vc=80m/min 304SS ⌀.315 270 sfm WET
[ 使用的工具 ]夹持器:CTPR12 插头 :DM4CTP15FRN-CX
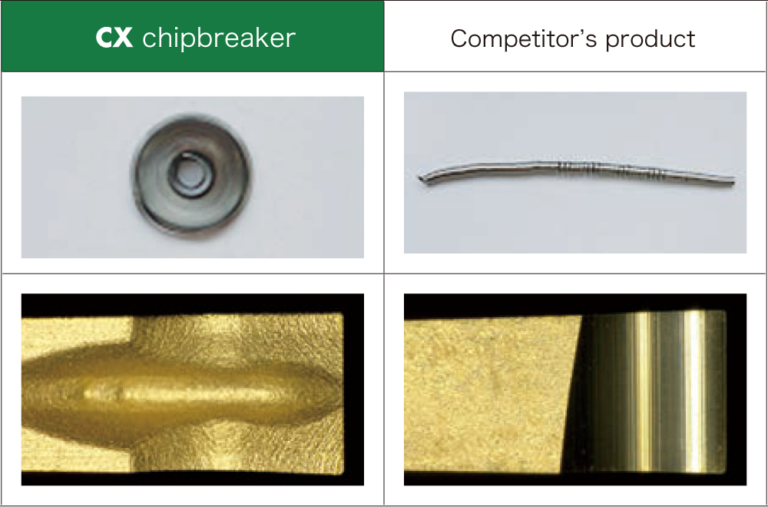
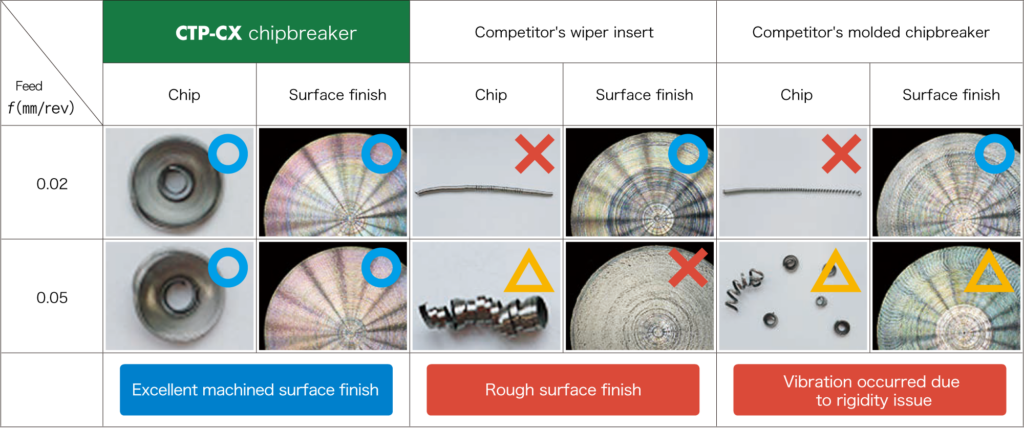
竞争对手的刀片刃口崩裂,导致加工表面粗糙。CX 刀片保持良好的切削刃,加工稳定,加工表面光滑,刀具寿命长。
CX 断屑槽实现了稳定的加工,并能控制切屑,将其排出工件。ST4 等级最适合加工不锈钢材料,与竞争对手的刀片相比,刀具寿命延长了 1.5 倍。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告