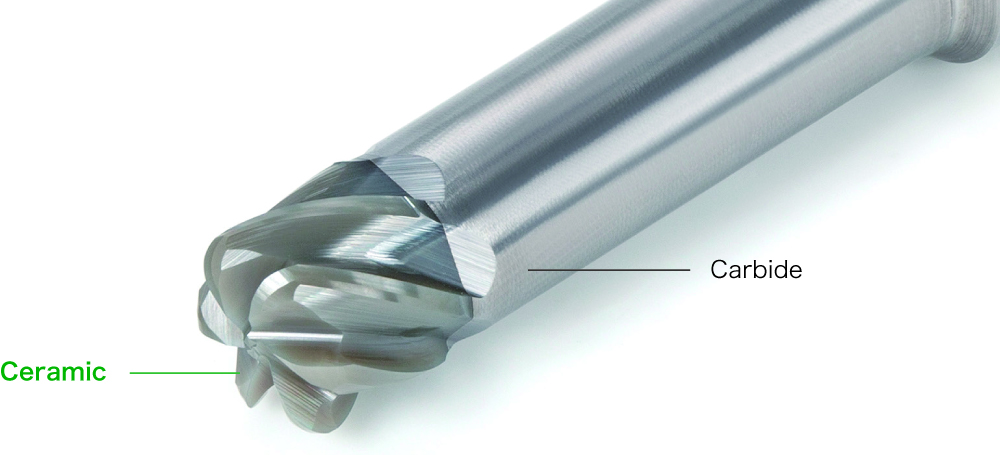

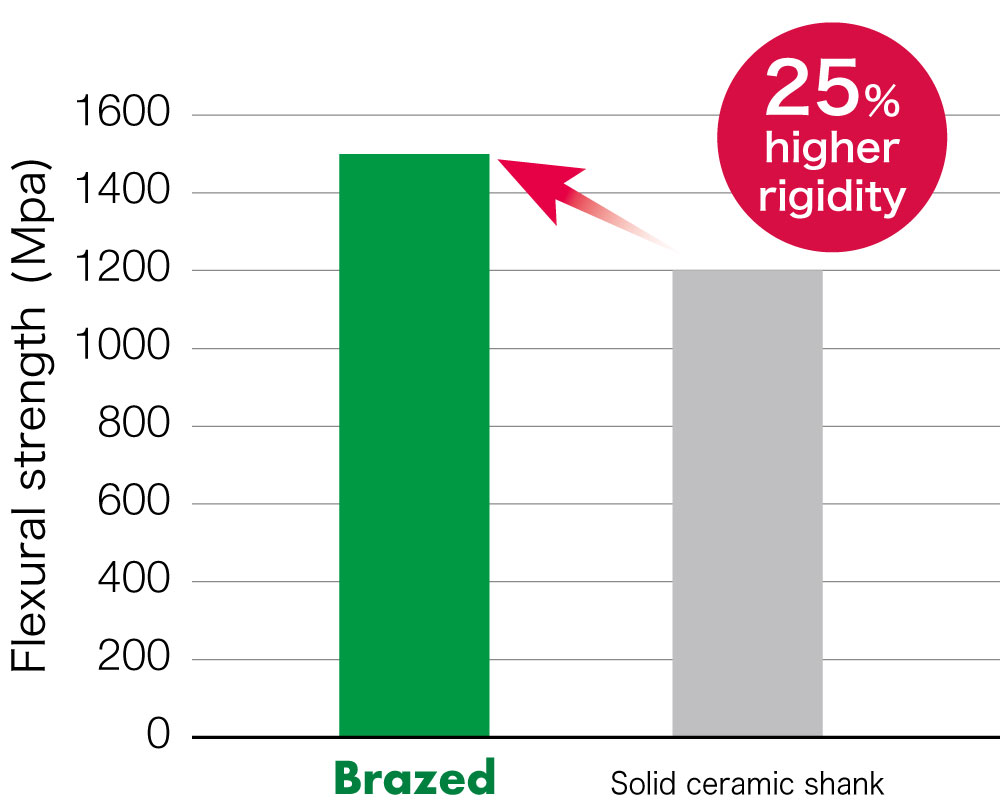
| 陶瓷钎焊 | 实心陶瓷柄 |
|---|---|
 |
 |
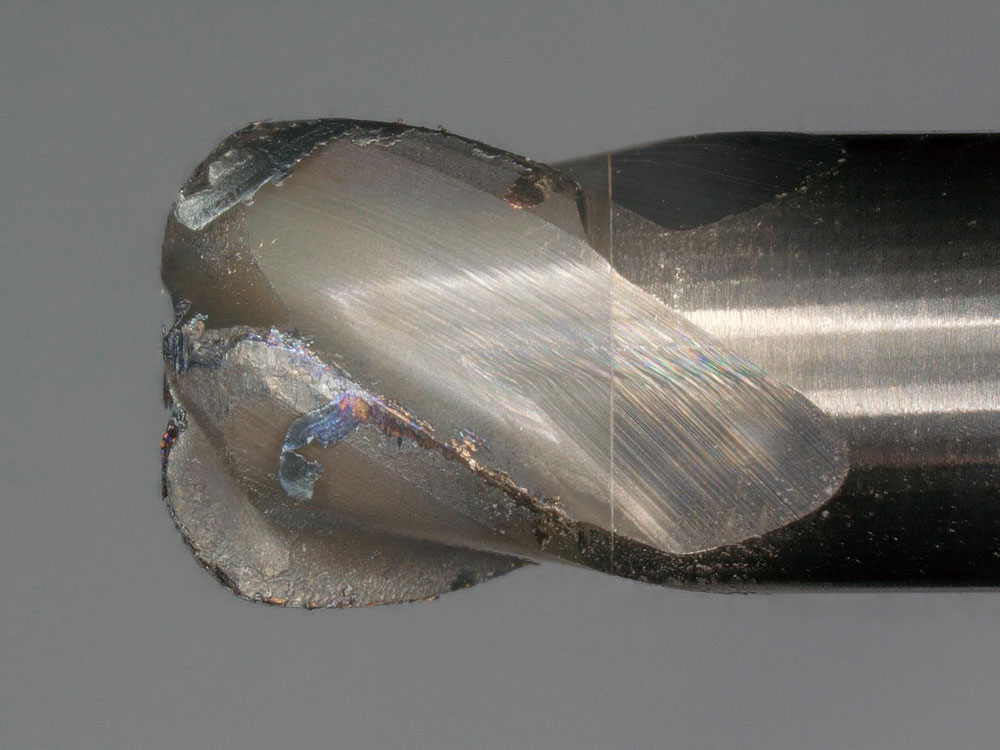
| 工具破损 |
| 加工方法 | 材质 | 刃数 | ⌀D (mm) (inch) | ap (mm) (inch) | ae (mm) (inch) | f (mm/t) (IPR) | vc (m/min) (SFM) | 切削油 |
|---|---|---|---|---|---|---|---|---|
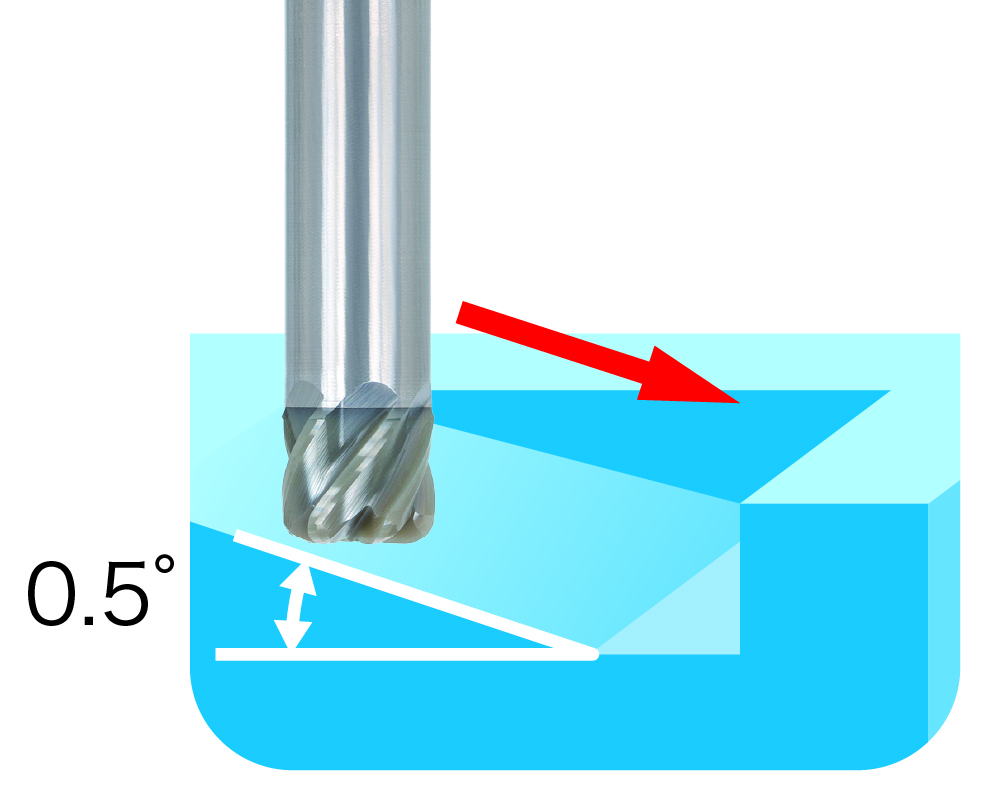
正面加工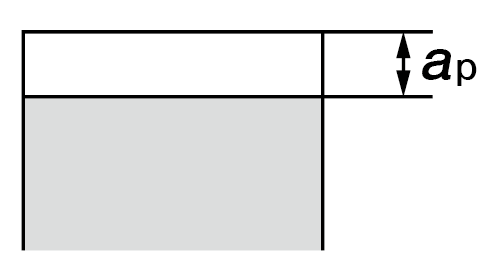 |
SX9 | 4/6 | 6 .240 | ≦0.9 ≦.035 | – | 0.03 .001 | 300 – 600 – 950 980 – 1970 – 3120 | DRY |
| 8 .315 | ≦1.2 ≦.050 | |||||||
| 10 .394 | ≦1.5 ≦.060 | |||||||
| 1/4″ | ≦0.9 ≦.035 | |||||||
| 3/8″ | ≦1.4 ≦.055 | |||||||
侧面加工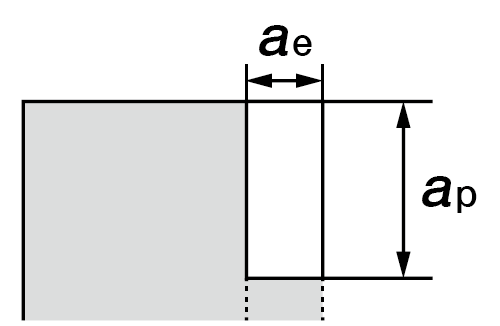 |
SX9 | 4/6 | 6 .240 | ≦2.0 ≦.080 | ≦0.6 ≦.024 | 0.03 .001 | 300 – 600 – 950 980 – 1970 – 3120 | DRY |
| 8 .315 | ≦3.8 ≦.150 | ≦0.8 ≦.031 | ||||||
| 10 .394 | ≦5.0 ≦.200 | ≦1.0 ≦.040 | ||||||
| 1/4″ | ≦2.4 ≦.094 | ≦0.6 ≦.024 | ||||||
| 3/8″ | ≦4.8 ≦.190 | ≦0.9 ≦.035 | ||||||
槽加工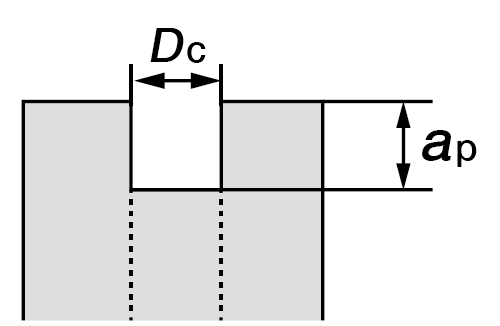 |
SX9 | 4 | 6 .240 | ≦0.7 ≦.028 | – | 0.03 .001 | 300 – 600 – 950 980 – 1970 – 3120 | DRY |
| 8 .315 | ≦1.2 ≦.050 | |||||||
| 10 .394 | ≦2.0 ≦.080 | |||||||
| 1/4″ | ≦0.75 ≦.030 | |||||||
| 3/8″ | ≦1.8 ≦.071 | |||||||
| 6 | 8 .315 | ≦0.8 ≦.031 | – | 0.03 .001 | 300 – 600 – 950 980 – 1970 – 3120 | DRY | ||
| 10 .394 | ≦1.25 ≦.050 | |||||||
| 3/8″ | ≦1.2 ≦.047 |
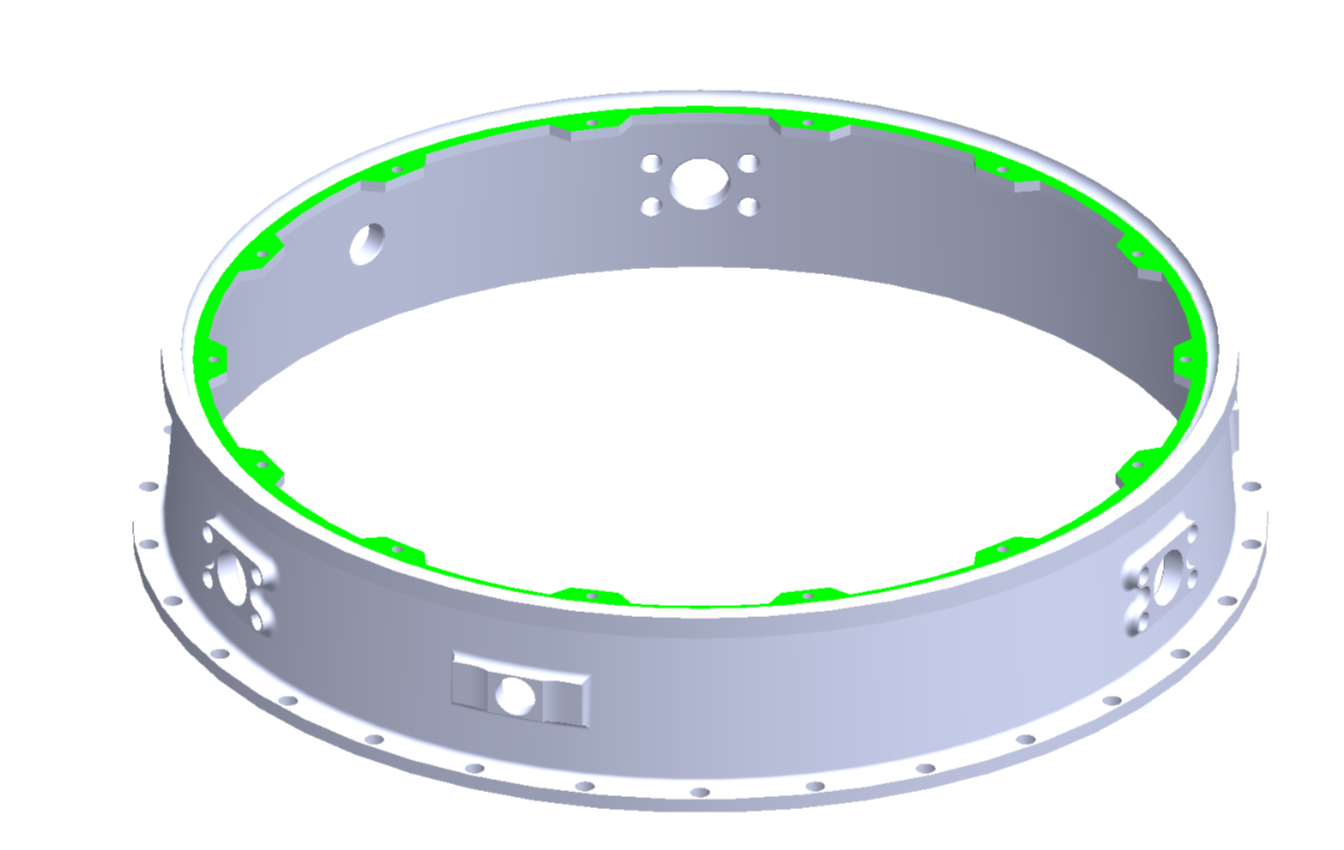
| 飞机部件 | ||
|---|---|---|
|

|
|
|
||
|
||
|
||
|
||
| Ceramatic Brazed SX9 RCEM060H4R150B |
每片 16
7.2 立方厘米/分钟
|
|
| 竞争对手的硬质合金立铣刀 |
每个刀片 1 个
1.5 立方厘米/分钟 |
|
| 飞机部件 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
|
||
| 陶瓷钎焊 SX9 RCEM100H4R150B |
2.9 立方厘米/分钟
|
|
| 竞争对手的硬质合金立铣刀 | 0.2 立方厘米/分钟 | |