NTK650| Materials for processing Ni-based alloys
Download
Stainless steel processing solutions
[ ST4 + Chipbreaker+ SPLASH ]
Download
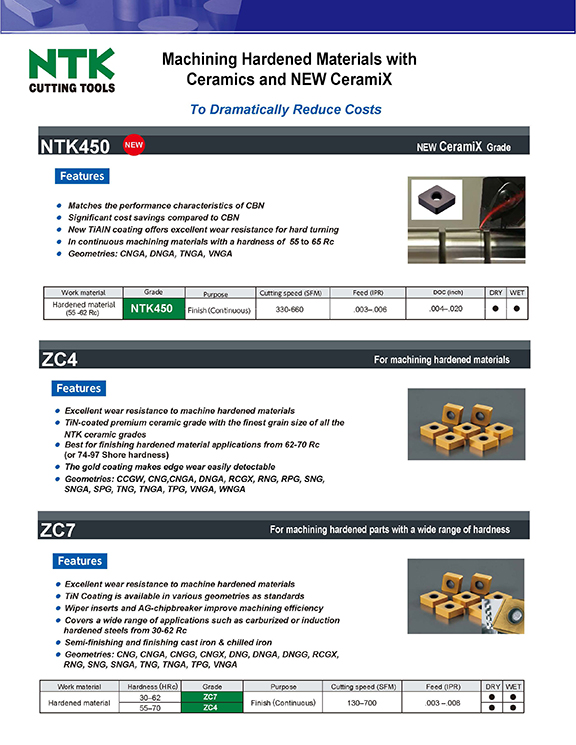
Machining Hardened Materials with Ceramics and NEW CeramiX
Download
Pure Copper Processing Solutions
For turning small parts | UC1 and Y axis holder + High-pressure coolant
Download
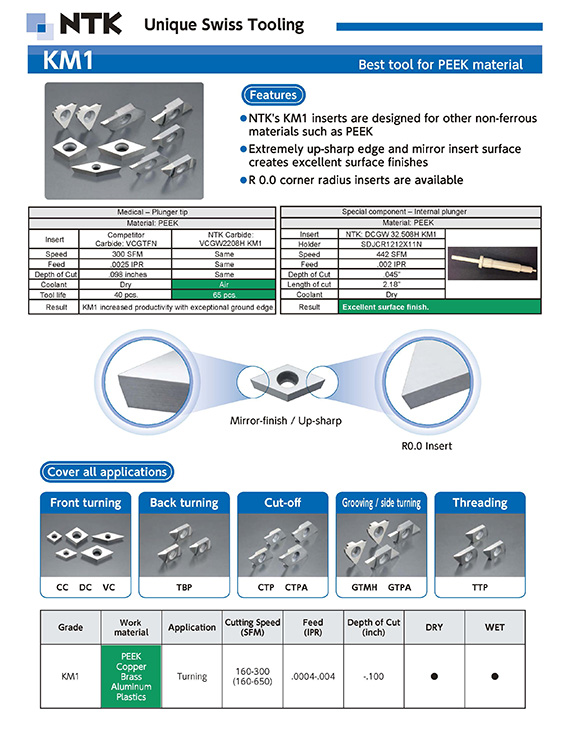
Solution for Machining Plastics
For turning small parts | Y-axis holder + KM1 Insert
Download
NTK120
Finishing heat resistant alloys | BIDEMICS
Download
NTK450
For Hard Turning in Continuous Cuts | NTK CeramiX
Download
Solutions for Machining Specialized Components
Download
ST4 - Stable and consistent performance when machining tough materials
Download
Machining High Temp Alloys with BIDEMICS and Ceramics
Download
Machining High Temp Alloys with BIDEMICS and Ceramics
Download
TMV Chipbreaker× CITIZEN
| Designed for Vibration Cutting
Download
TMV Chipbreaker× STAR
| Designed for Vibration Cutting
Download
Stainless steel processing solutions
[ ST4 + Chipbreaker+ SPLASH ]
Download
SPLASH SERIES| Coolant Through Holders
Download
SHAPER DUO| For Socket Machining Version 4
Download