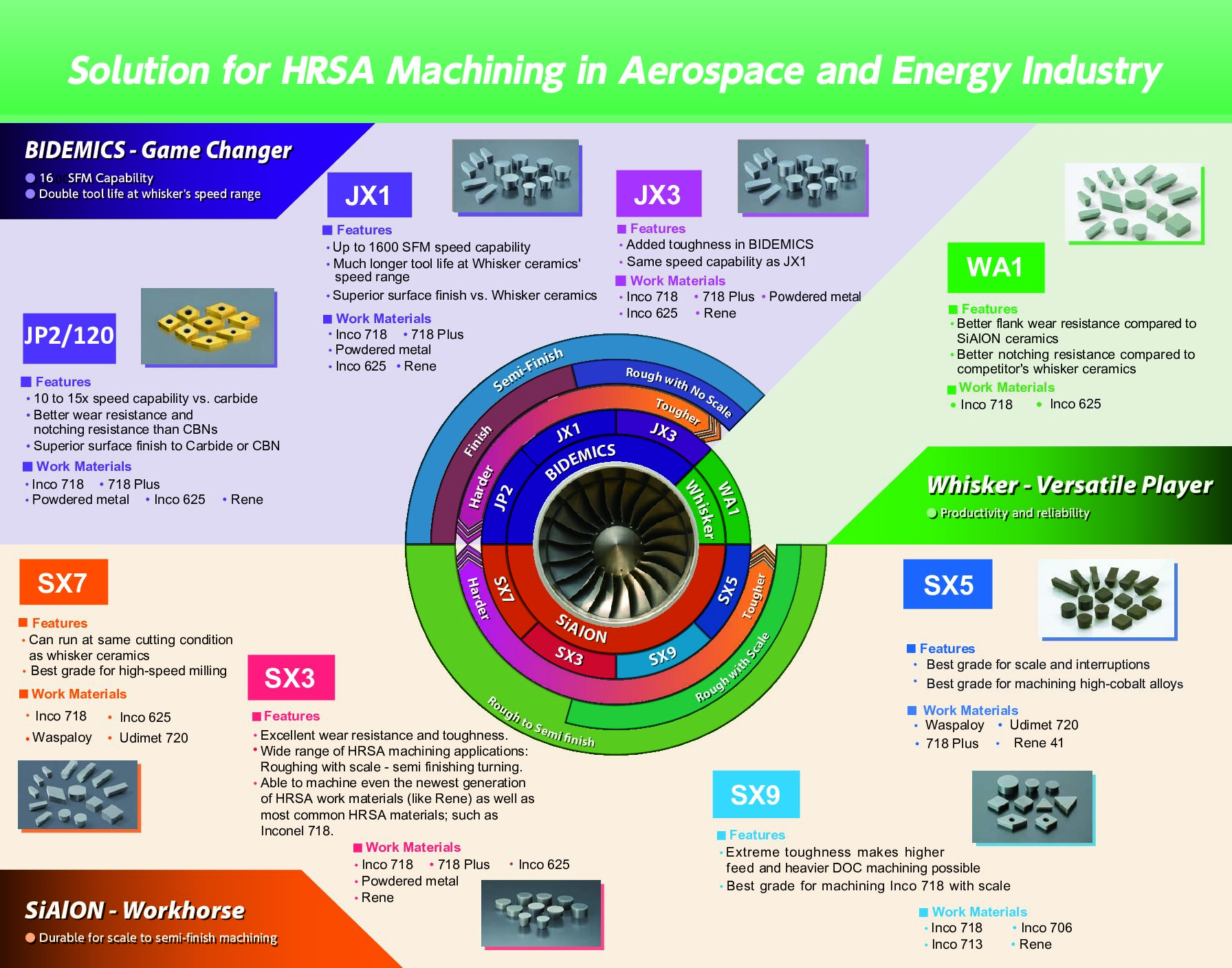
SiAlON ceramic is a silicon nitride based ceramic combined with“ Al” and“ O”. SiAlON ceramic offers excellent heat resistance, mechanical strength under high temperature, thermal shock resistance and wear resistance in addition to the toughness of silicon nitride. SiAlON shows superb performance in high speed machining of high temperature alloys.
SX3, SX5, SX7, SX9
Website Reference Material
HRSA Machining Catalog
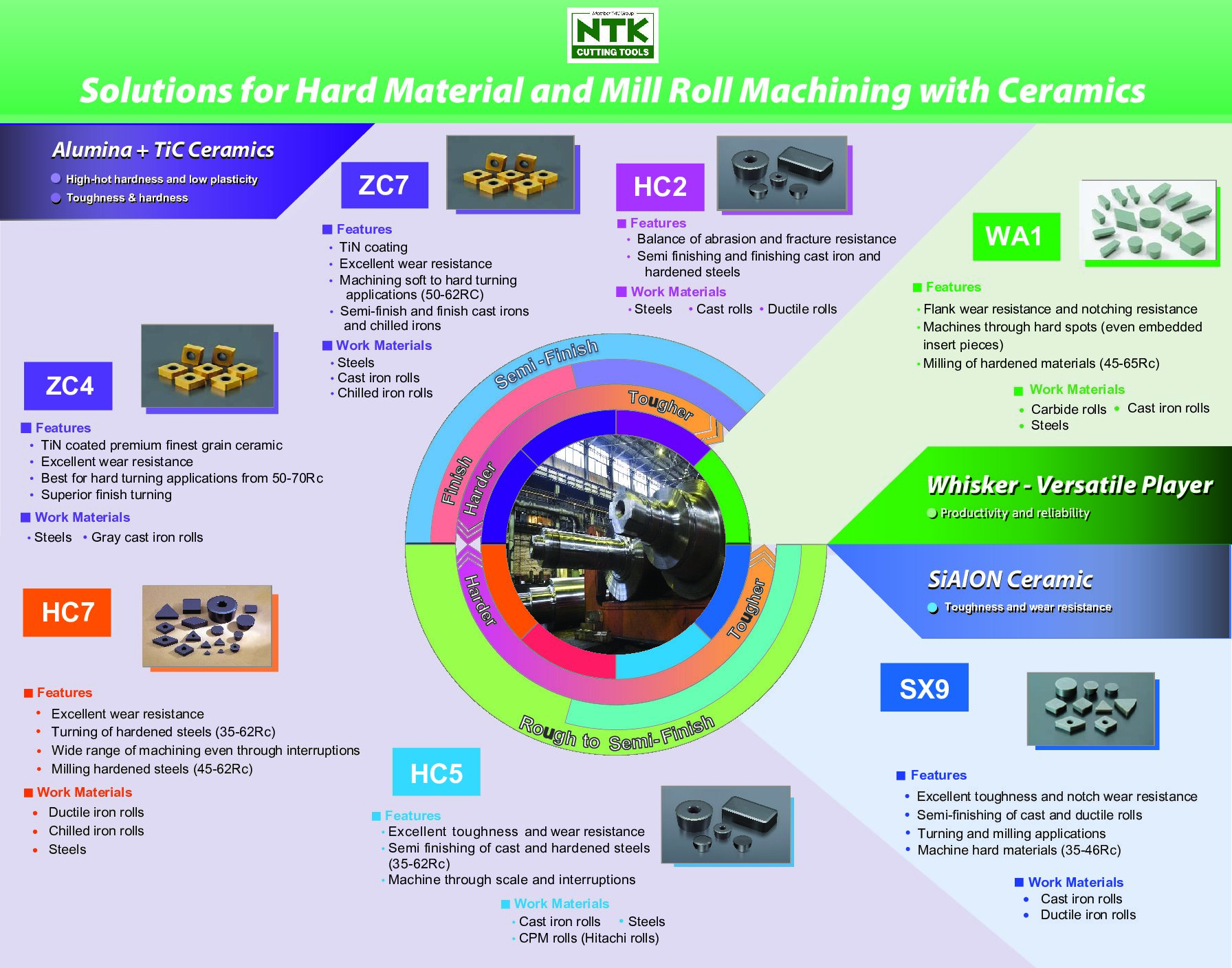
Alumina TiC-based ceramics are strengthened by adding hard carbide to highly pure alumina. The benefit of hardness and toughness enables the machining of partially interrupted cuts. This ceramic material has both high-hot hardness and low plasticity needed to turn steel, chilled or ductile iron rolls and some powdered metals as hard as 62 HRC. ZC4 grade can perform finishing cuts on steels up to 70 HRC. These ceramics are cost-effective alternatives for applications previously limited to CBNs.”
HC2, HC5 – chilled cast iron, steel, and powdered metal
HC7, and ZC7 (TiN coated) – carburized and induction hardened material
ZC4 (TiN coated) for hard turning finishing applications up to 70 HRC
HC6 is a TiC based ceramic with improved wear resistance used for finish turning of ductile/nodular cast iron parts.
OH seen at the end of a description designates coolant through capability providing steady supply of coolant directed at the cutting edge. 2 coolant connection options and a 19.5mm .768” qualified stop.
OH2 seen at the end of a description designates our newest coolant through series providing 3 coolant connection options. The design incorporates a coolant connection for new coolant through gang plates on designated Swiss machines.

Our AMX chipbreaker is designed for thin chip control situations with exceptional sharpness.

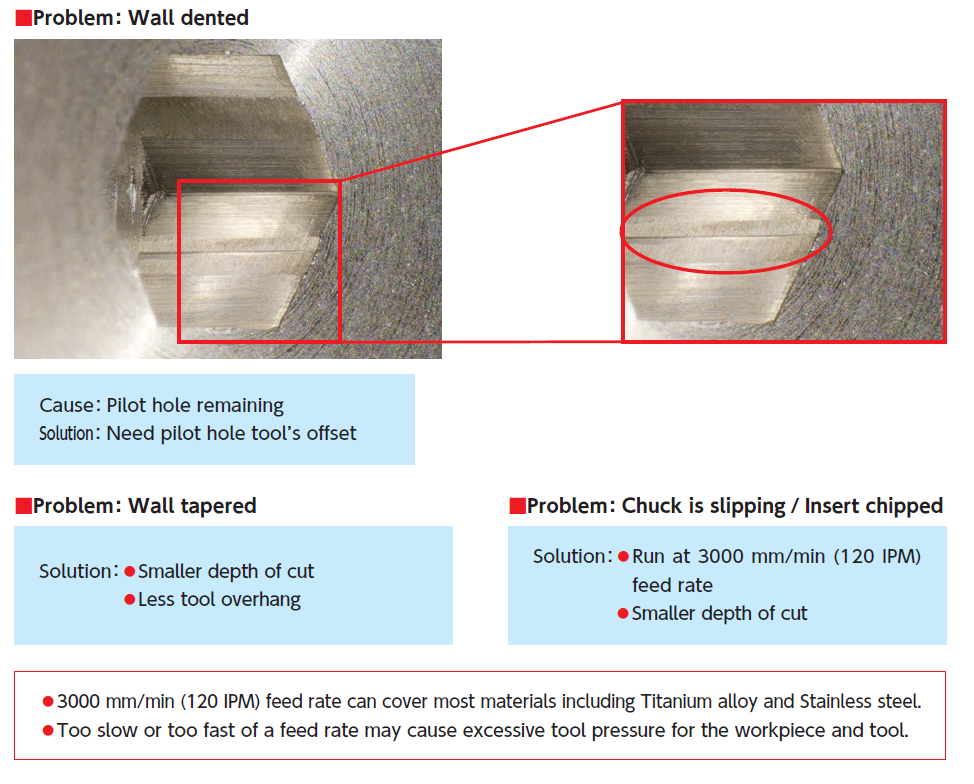
This is most likely caused by incorrect too set-up. (center-line shift)
Machine one angle and make sure both (a) and (b) lengths are identical; adjust the centerline height by rotating the sleeve tooling until you get the same length. (the difference should be less than
0.02mm
.0008”
)
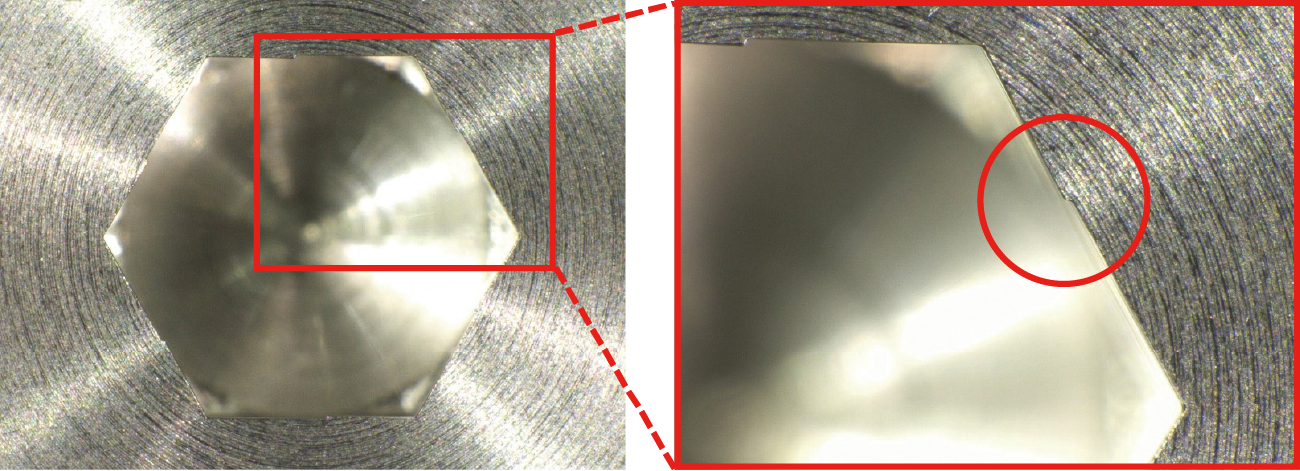
It is most likely that the pilot hole is still visible. So you will need to check the set up of the pilot hole.
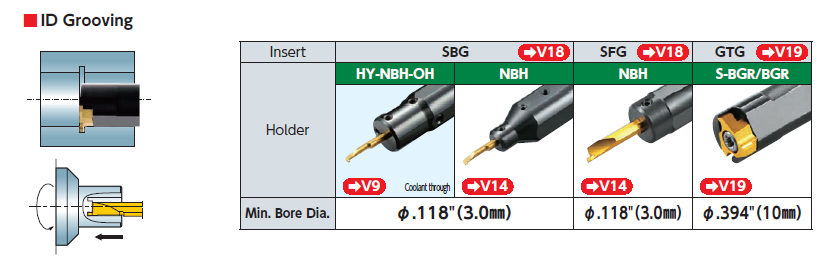
Our Stick Duo Series lineup SBG and SFG stick style inserts have minimum bore diameter of
3mm
.118″
.
SBG for ID grooving
SFG for ID face grooving
Our BG series with GTG inserts has a minimum bore diameter of 10mm .394″
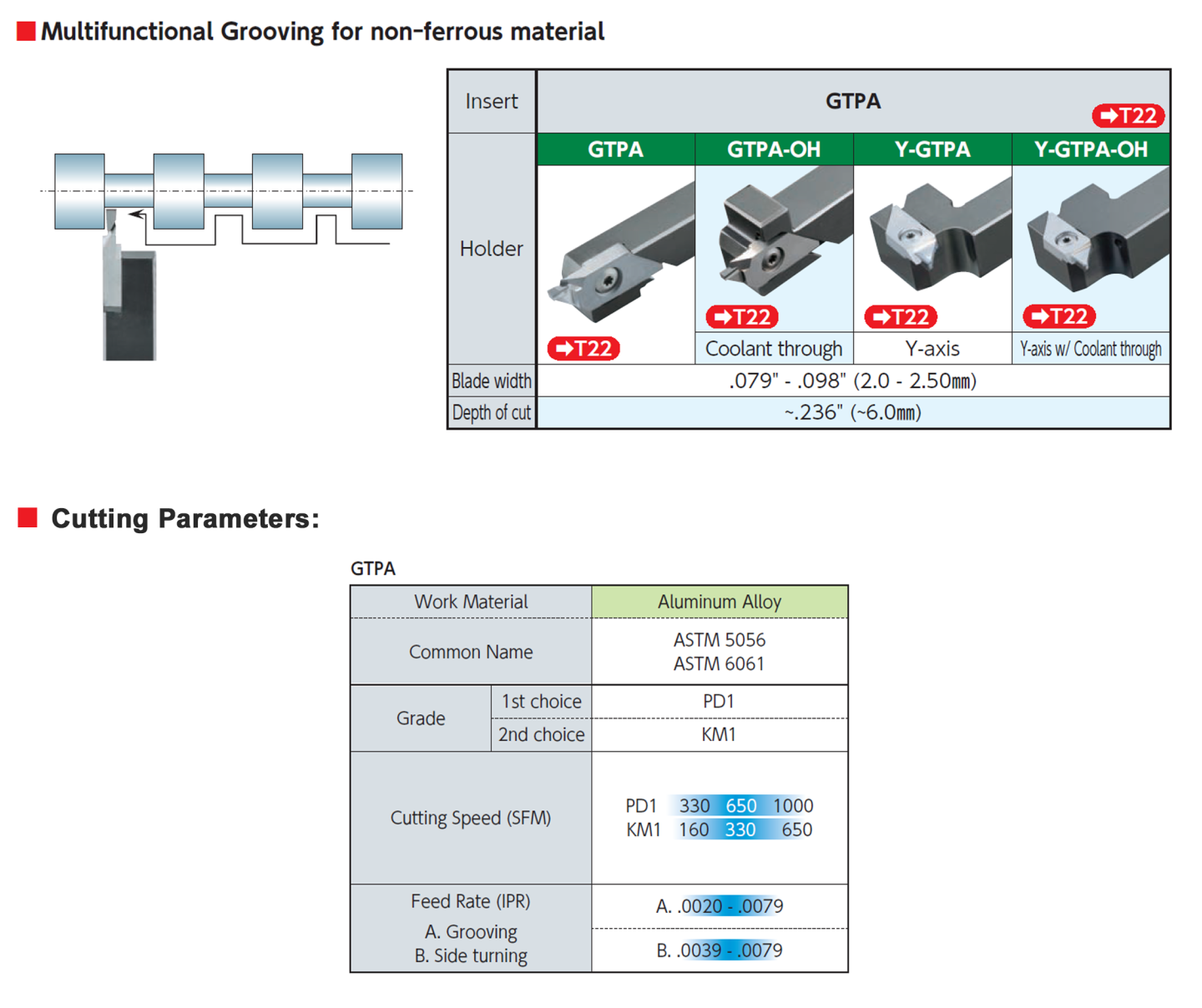
We carry GTPS series tooling a selection of holders and inserts in our KM1 carbide and PD1 PCD insert.
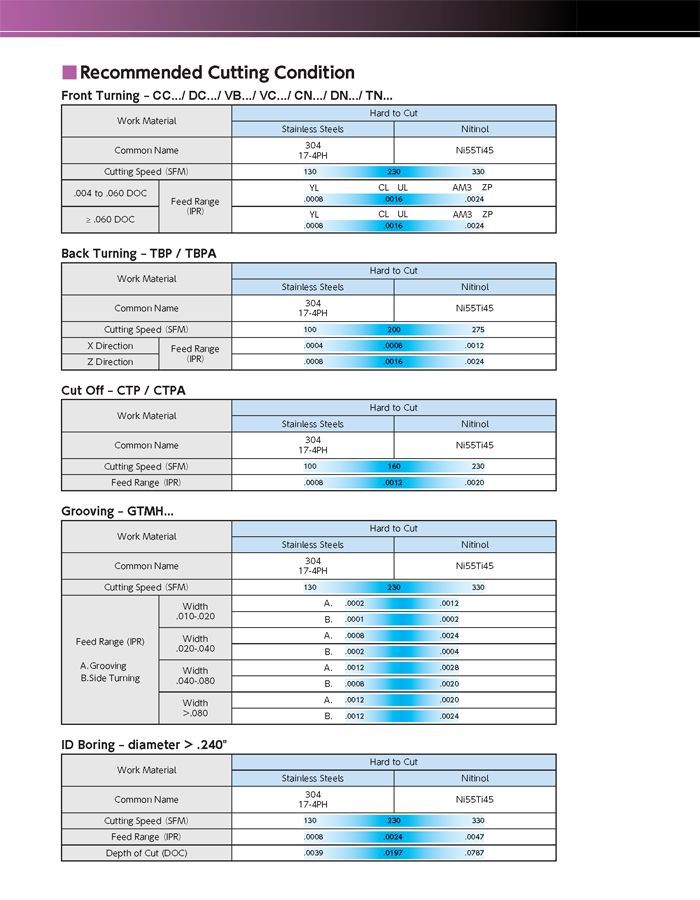
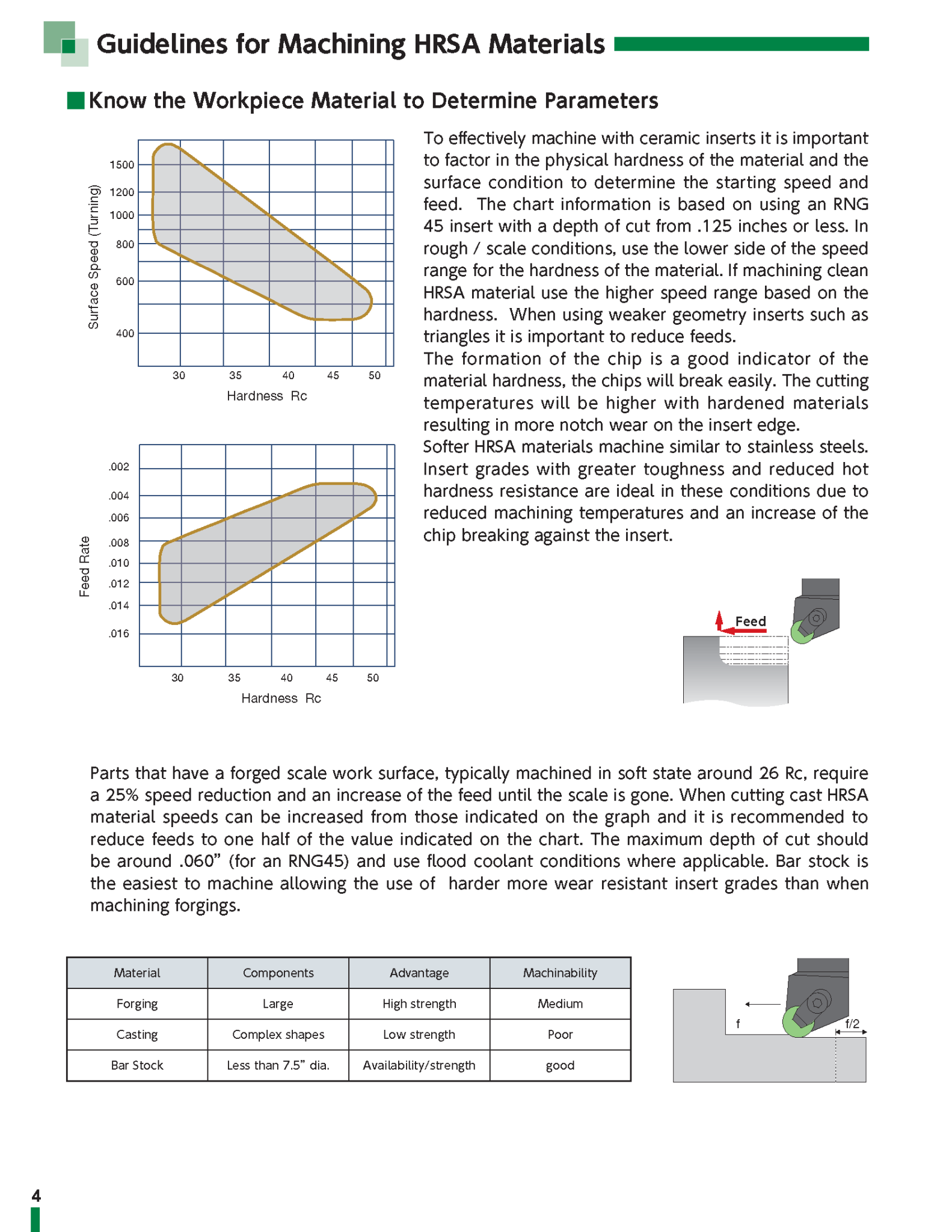
As part material hardness increases the machining cutting conditions should be reduced. If there is scale on the part the cutting conditions should be further reduced until the scale is gone.
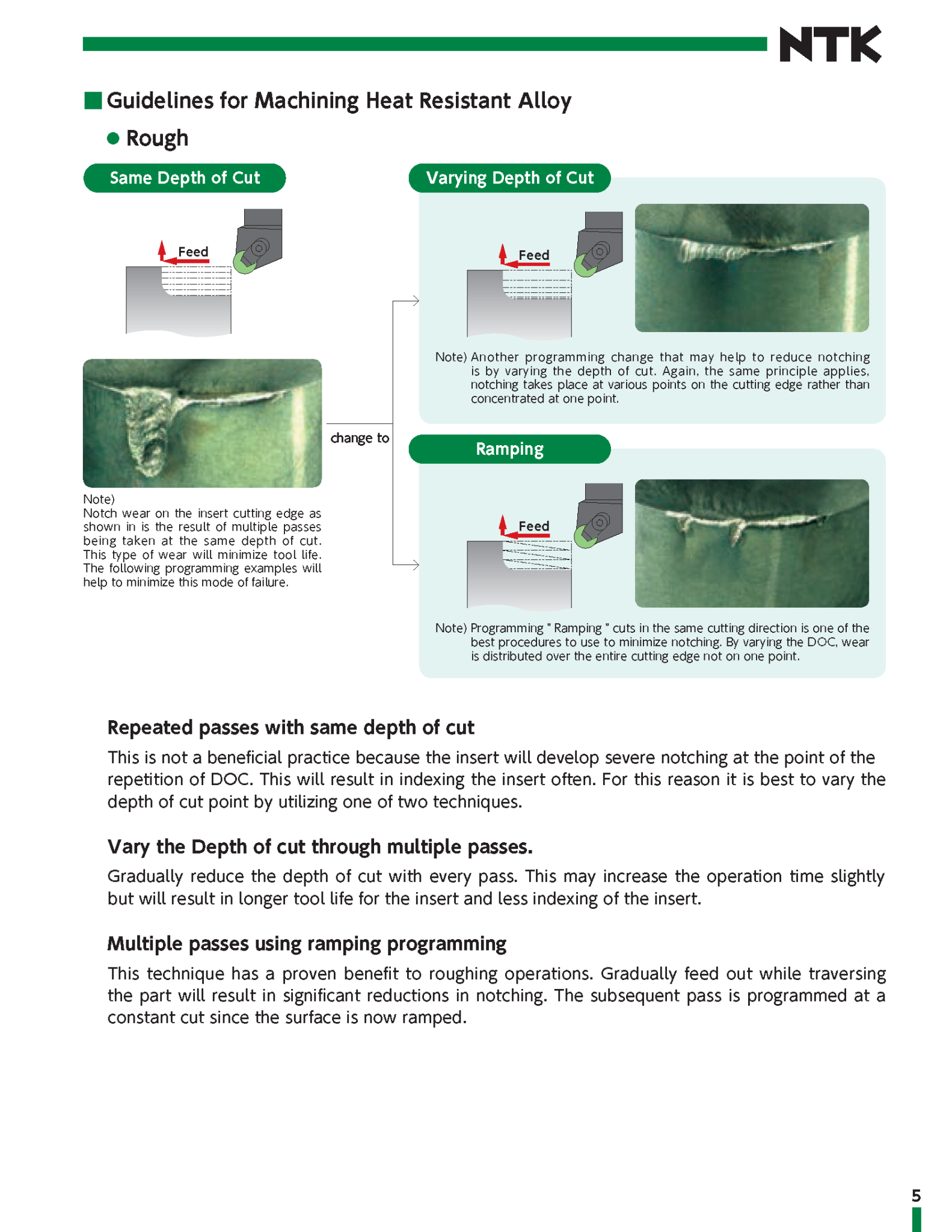
Instead of repeating machining passes at the same depth of cut try varying the depth through multiple passes. Gradually reducing the DOC with every pass may increase machine time but will result in longer tool life and less indexing of the insert. This process will move the wear on the insert edge.
Or, try multiple passes using a ramping program to significantly reduce notching on the insert.
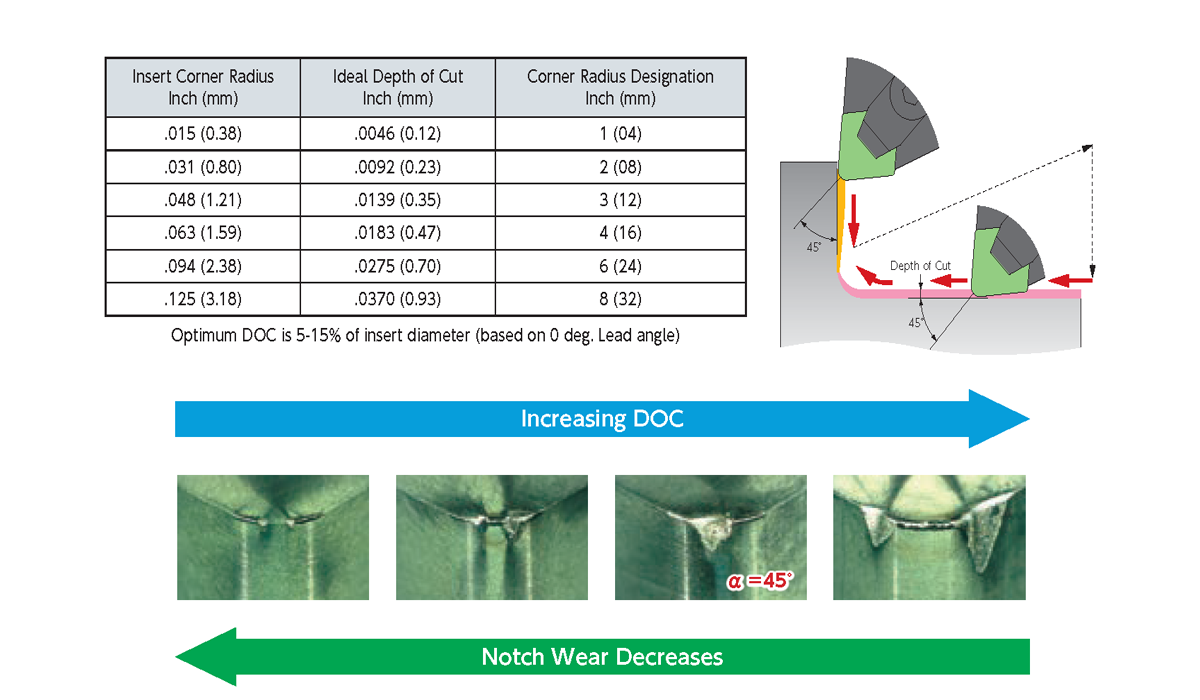
Any increase in DOC requires a reduction of the speed and feed rates. Parameters are based on the ceramic insert’s ability to withstand high temperatures and run with a chip thickness that allows the heat to be concentrated in the zone ahead of the insert resulting in low cutting pressure and minimal wear. If the speed is reduced without a corresponding reduction in feed, this effect will be lost and the performance will fall off due to chipping of the insert edge from a cooler chip.
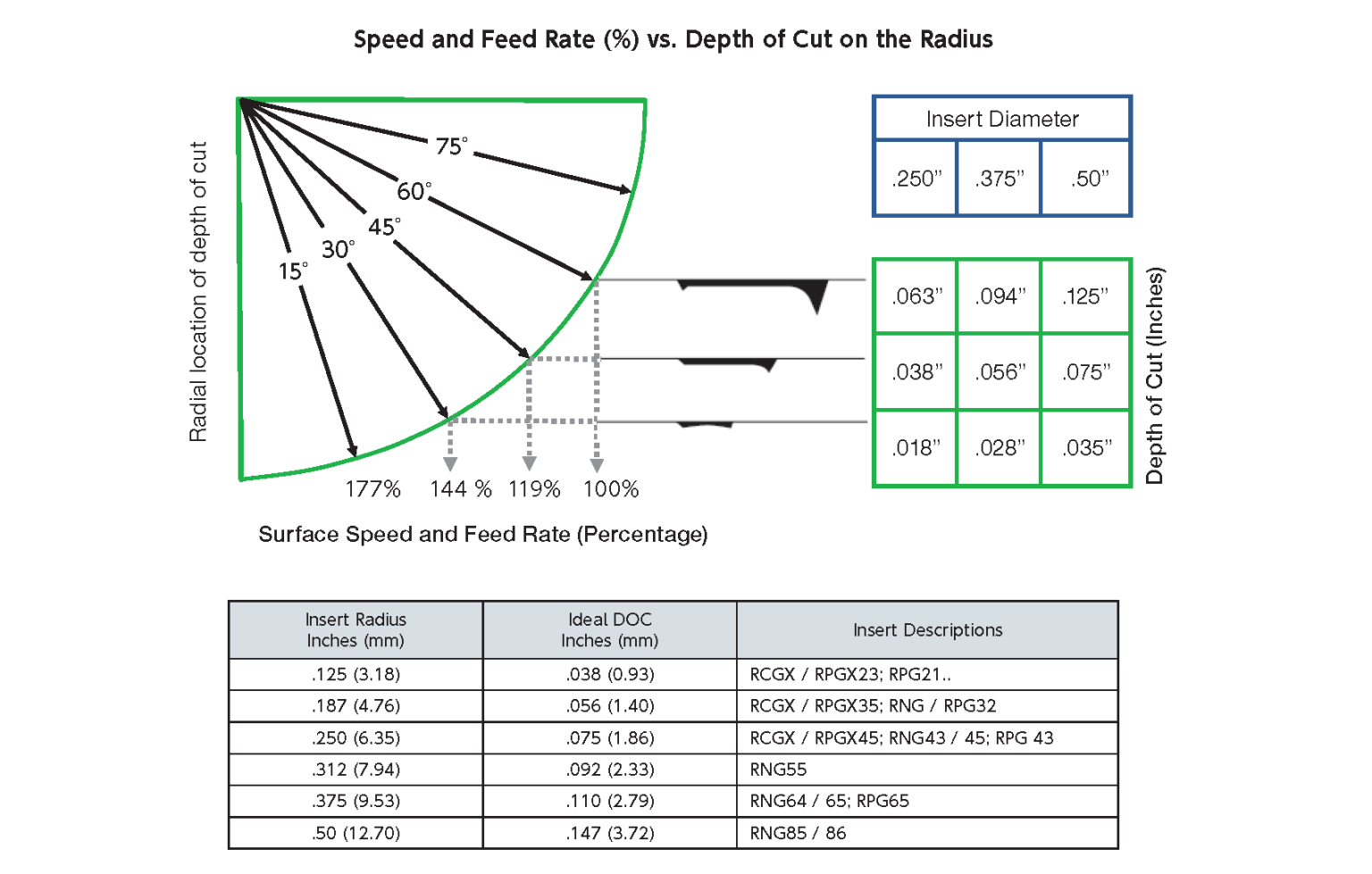
There is a correlation between the insert nose radius and depth of cut.
It is a good idea to decrease your feed rate by 50% going into corner and coming out of the corner after the direction change.
It is best to remove most of the material in the roughing operation with a round insert. The material removal amount for the finishing operation should be suitable for the nose radius on a straight edge insert. If the part has a required radius feature called out, then do not leave more than the amount of material called out for the required insert radius to finish the part and feature. By applying the correct nose radius on the finish pass and staying below the 45 degree mark of the corner radius, notching is minimized allowing a cutting operation to be programmed from both directions on the insert into the corner.