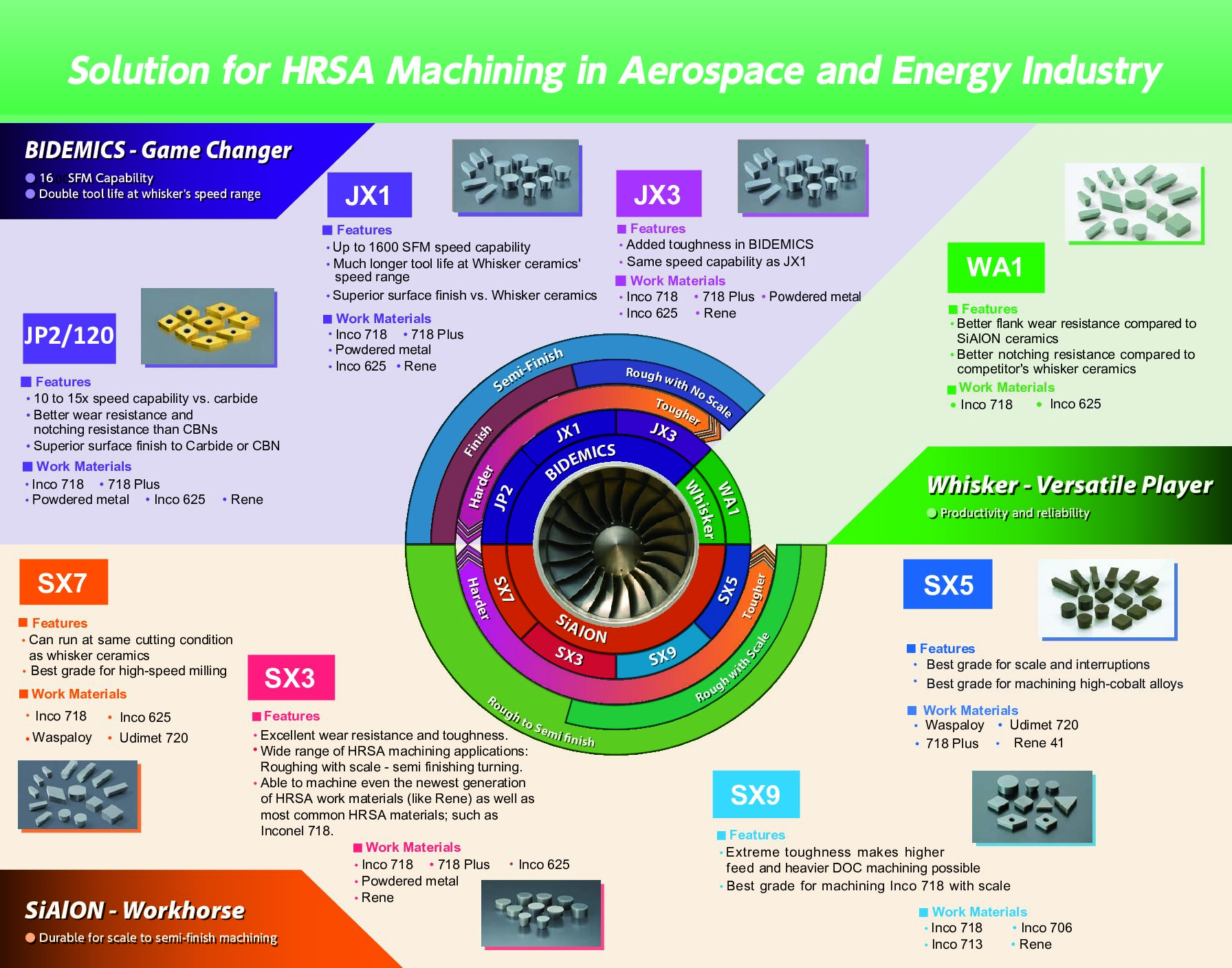
SiAlON-Keramik ist eine auf Siliziumnitrid basierende Keramik, die mit” Al” und” O”. SiAlON-Keramik bietet neben der Zähigkeit von Siliziumnitrid eine hervorragende Hitzebeständigkeit, mechanische Festigkeit bei hohen Temperaturen, Temperaturwechselbeständigkeit und Verschleißfestigkeit. SiAlON zeigt eine hervorragende Leistung bei der Hochgeschwindigkeitsbearbeitung von Hochtemperaturlegierungen.
SX3, SX5, SX7, SX9
Website Referenzmaterial
HRSA Bearbeitungskatalog
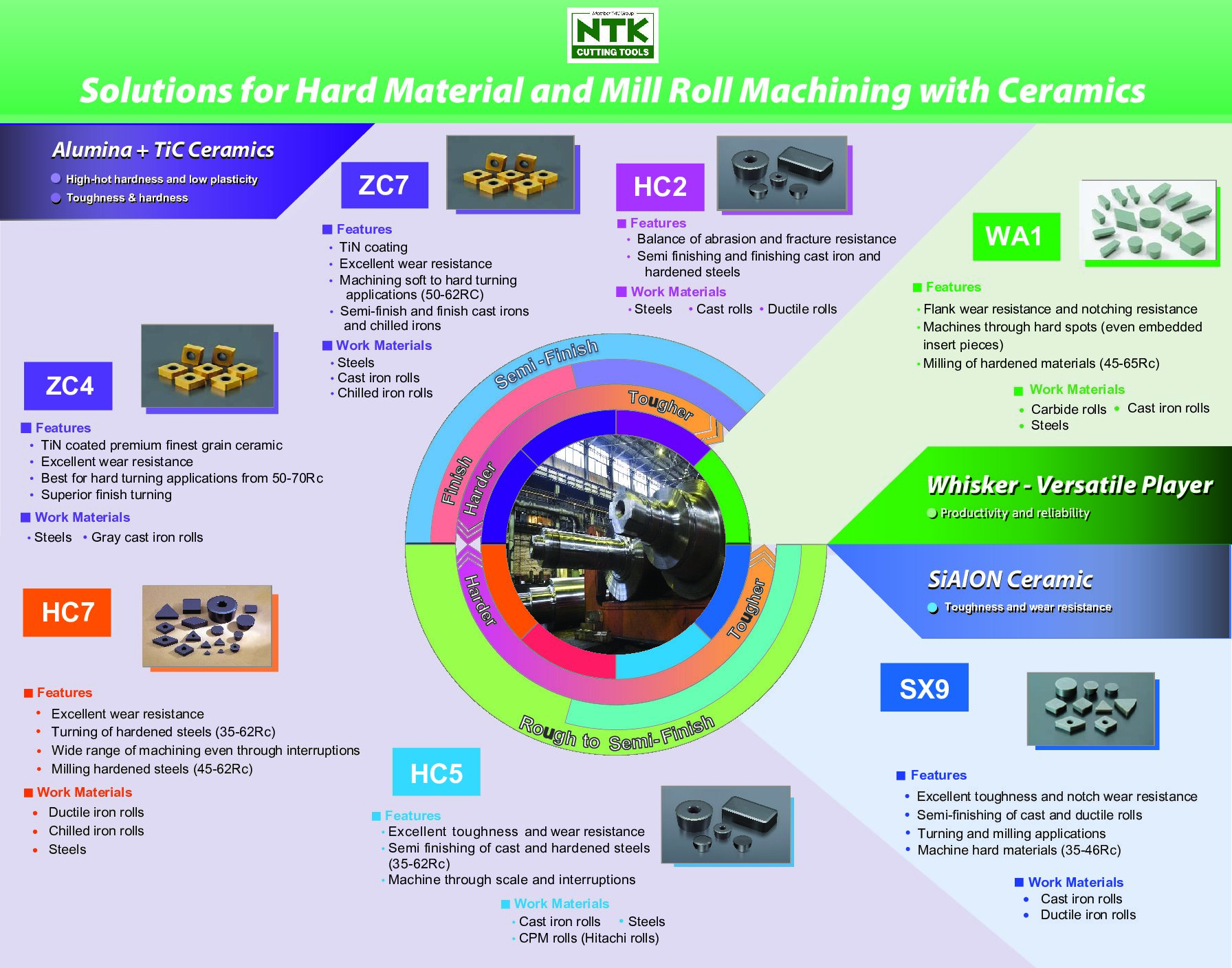
Keramiken auf der Basis von Aluminiumoxid TiC werden durch die Zugabe von hartem Karbid zu hochreinem Aluminiumoxid verstärkt. Der Vorteil von Härte und Zähigkeit ermöglicht die Bearbeitung von teilweise unterbrochenen Schnitten. Dieses keramische Material hat sowohl eine hohe Warmhärte als auch eine geringe Plastizität, die zum Drehen von Stahl, Walzen aus Hart- oder Sphäroguss und einigen pulverförmigen Metallen mit einer Härte von 62 HRC erforderlich ist. Die Sorte ZC4 kann Schlichtschnitte an Stählen bis zu 70 HRC durchführen. Diese Keramiken sind eine kostengünstige Alternative für Anwendungen, die bisher auf CBN beschränkt waren.”
HC2, HC5 – gekühltes Gusseisen, Stahl und pulverisiertes Metall
HC7, und ZC7 (TiN beschichtet) – aufgekohltes und induktionsgehärtetes Material
ZC4 (TiN-beschichtet) für Hartdreh-Schlichtanwendungen bis zu 70 HRC
HC6 ist eine Keramik auf TiC-Basis mit verbesserter Verschleißfestigkeit, die zum Schlichtdrehen von Teilen aus duktilem/sphärolitischem Gusseisen verwendet wird.
OH am Ende der Beschreibung steht für die Fähigkeit, Kühlmittel durch die Schneide zu leiten und so eine gleichmäßige Versorgung mit Kühlmittel zu gewährleisten. 2 Kühlmittelanschlussoptionen und ein 19.5mm .768” qualifizierter Anschlag.
OH2 am Ende der Beschreibung bezeichnet unsere neueste Kühlmitteldurchgangsserie mit 3 Kühlmittelanschlussoptionen. Das Design umfasst einen Kühlmittelanschluss für neue Kühlmitteldurchlaufplatten an bestimmten Schweizer Maschinen.

Unser AMX-Spanbrecher ist für die Kontrolle dünner Späne mit außergewöhnlicher Schärfe konzipiert.

Dies wird höchstwahrscheinlich durch eine falsche Einstellung verursacht. (Verschiebung der Mittellinie)
Bearbeiten Sie einen Winkel und vergewissern Sie sich, dass die Längen (a) und (b) identisch sind; passen Sie die Höhe der Mittellinie an, indem Sie das Hülsenwerkzeug drehen, bis Sie die gleiche Länge erhalten. (die Differenz sollte weniger als
0.02mm
.0008”
betragen)
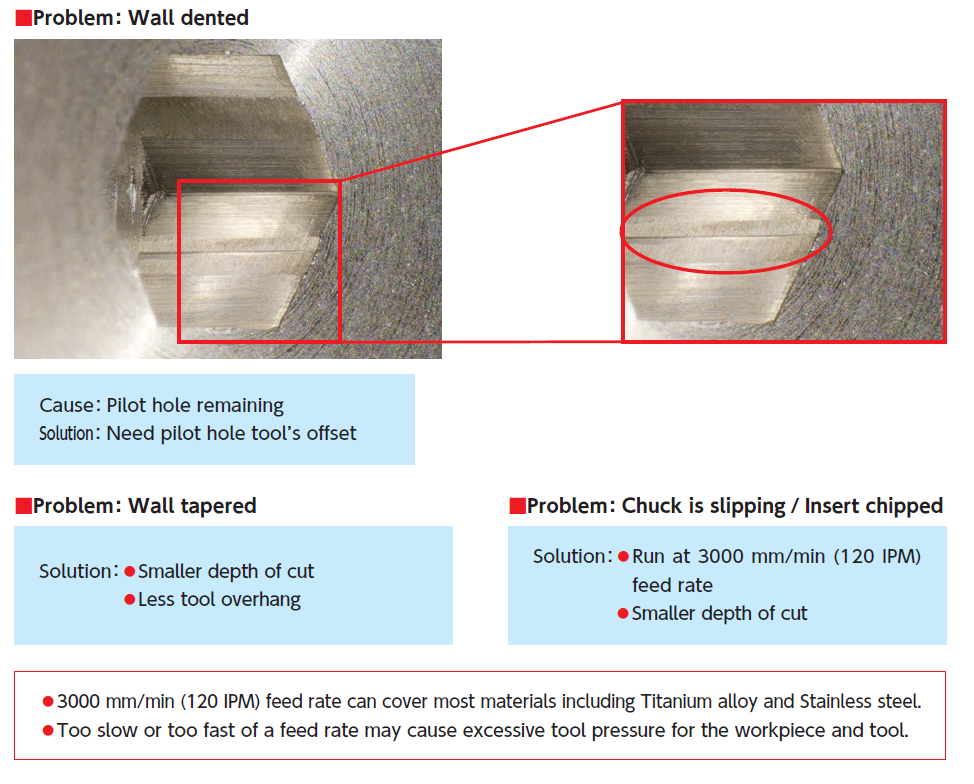
Es ist sehr wahrscheinlich, dass das Pilotloch noch sichtbar ist. Sie müssen also die Einstellung des Pilotlochs überprüfen.
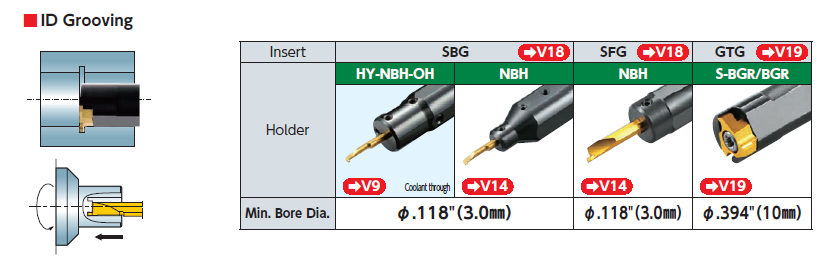
Unsere Stick Duo Serie SBG und SFG hat einen minimalen Bohrungsdurchmesser von
3mm
.118″
.
SBG für Innennuten
SFG für Innenflächennuten
Unsere BG-Serie mit GTG-Einsätzen hat einen Mindestbohrungsdurchmesser von 10mm .394″
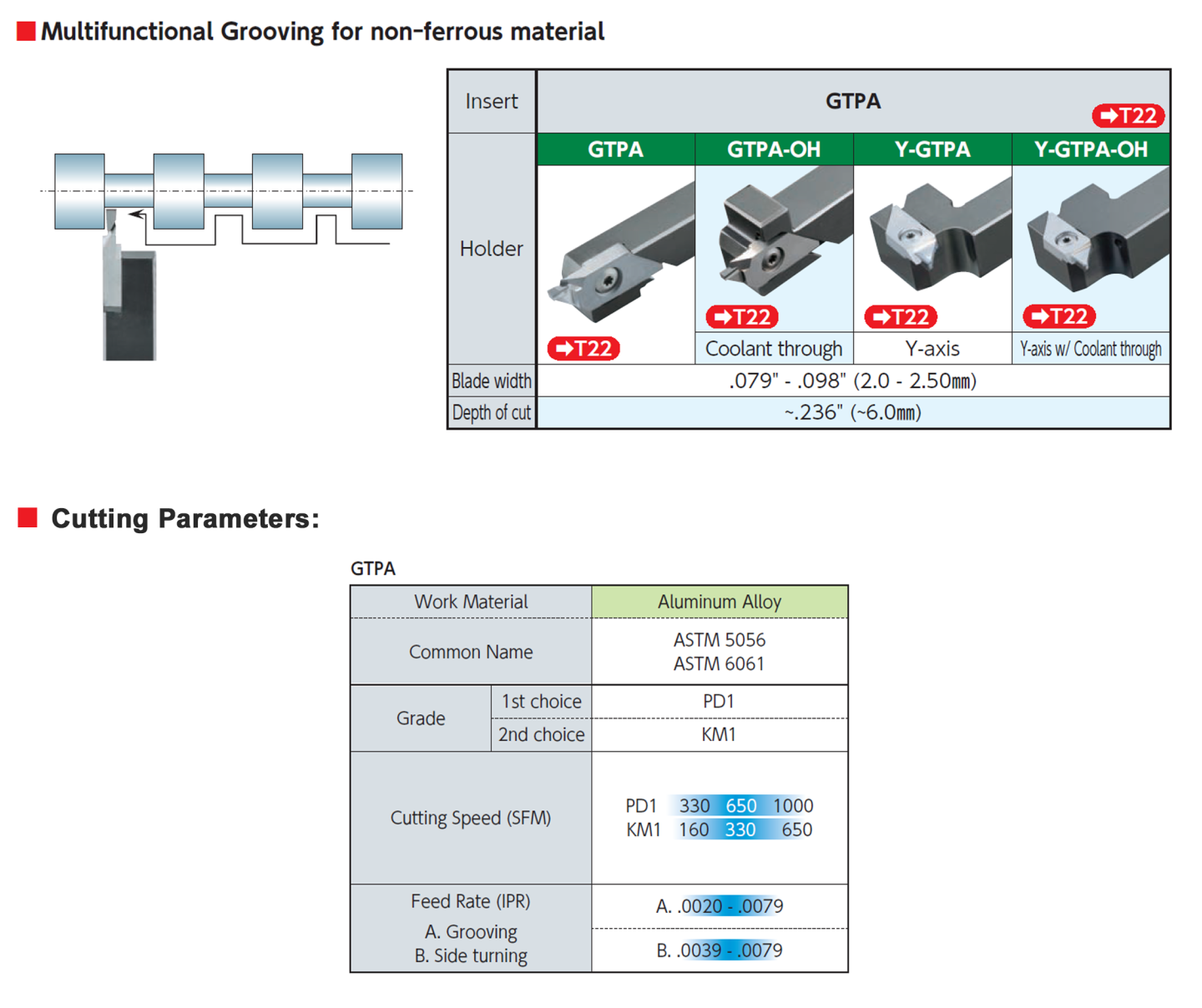
Wir führen Werkzeuge der GTPS-Serie, eine Auswahl an Haltern und Einsätzen aus KM1-Hartmetall und PD1-PCD-Einsatz.
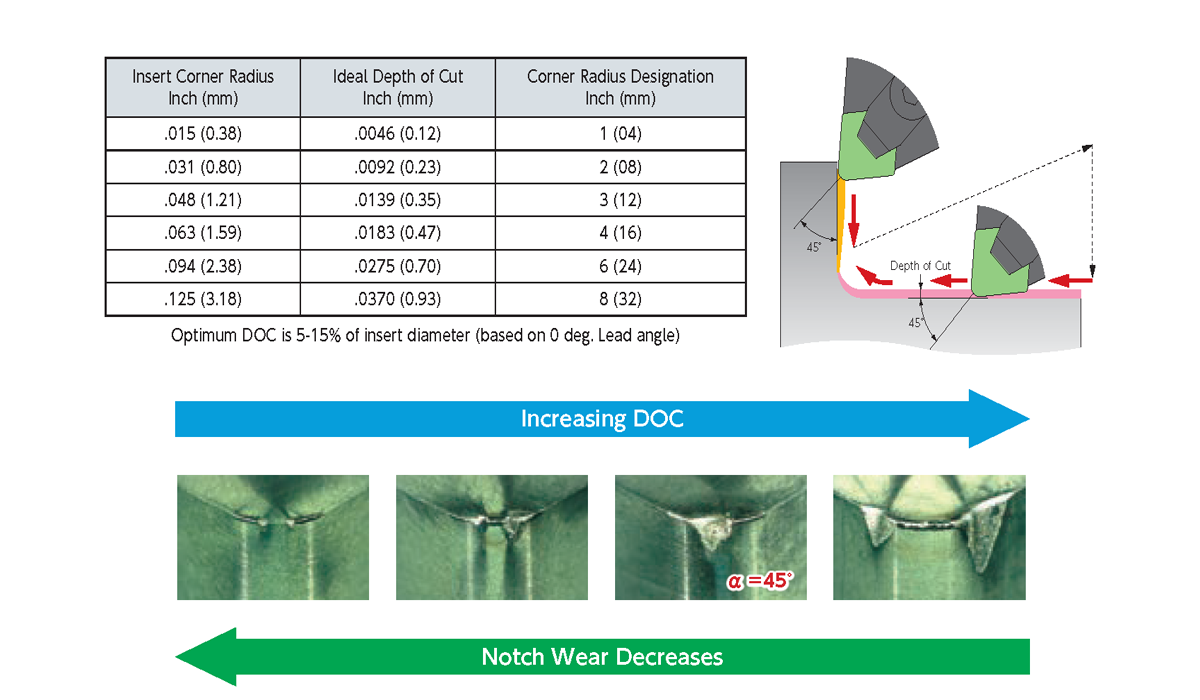
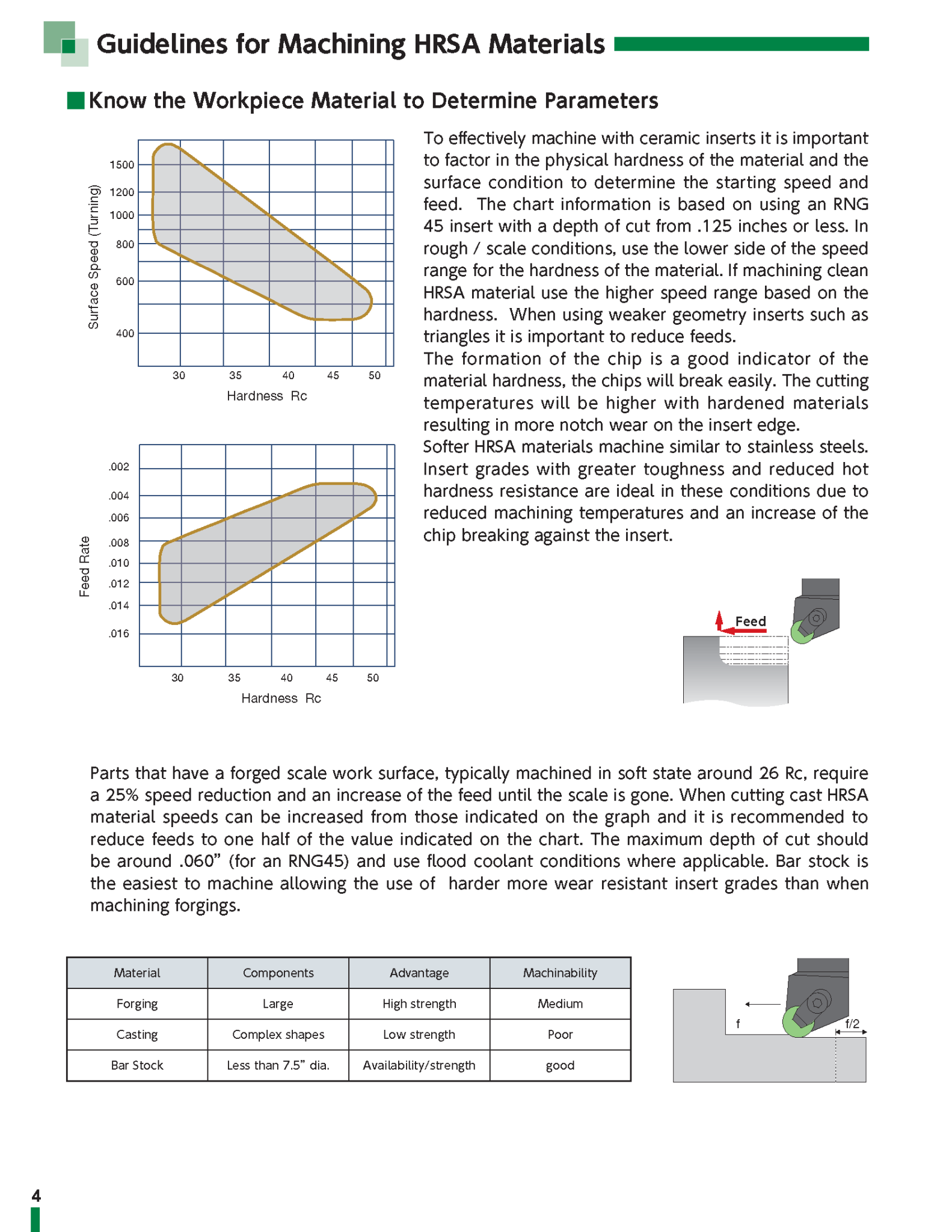
Mit zunehmender Materialhärte des Werkstücks sollten die Bearbeitungsbedingungen reduziert werden. Wenn sich Zunder auf dem Teil befindet, sollten die Schnittbedingungen weiter reduziert werden, bis der Zunder verschwunden ist.
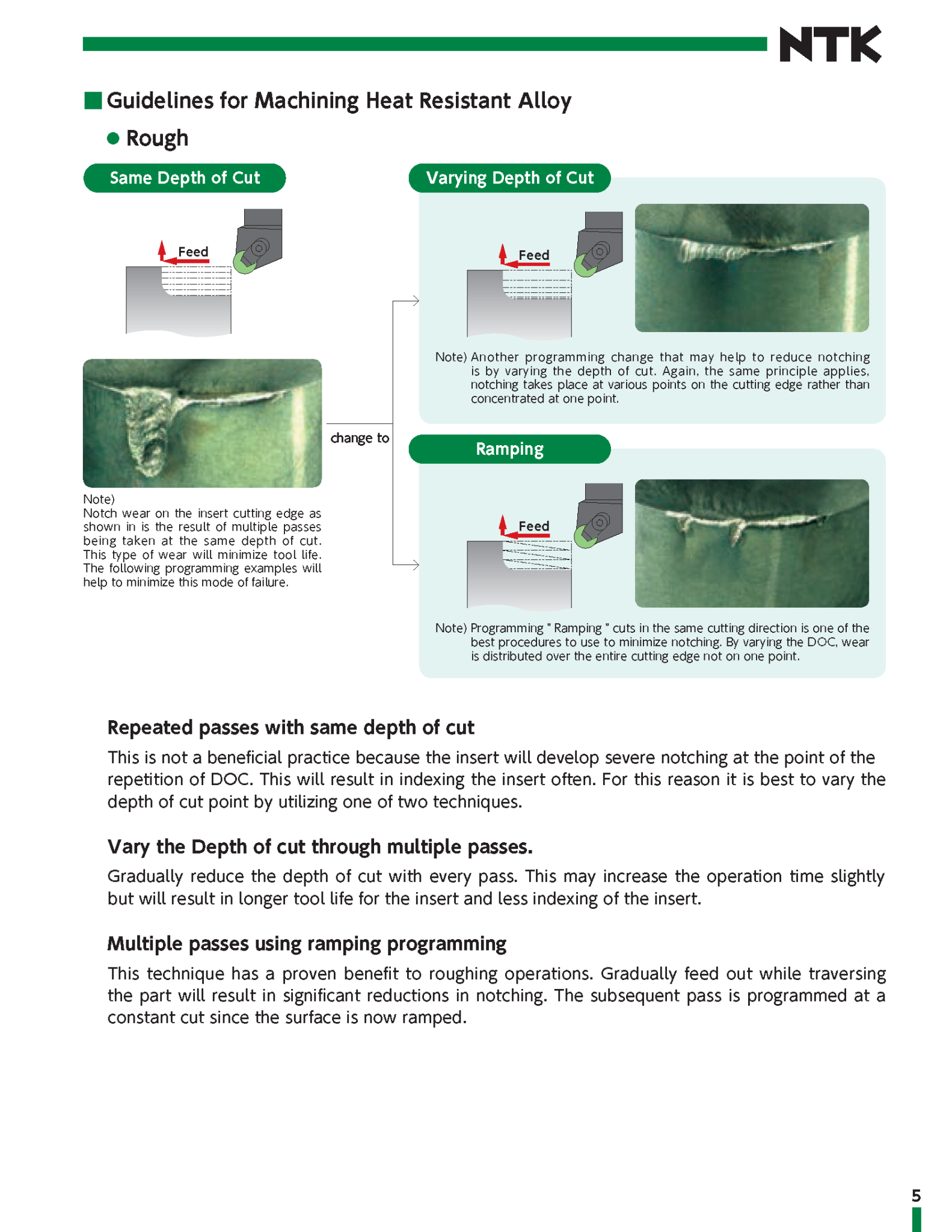
Anstatt die Bearbeitung bei gleicher Schnitttiefe zu wiederholen, sollten Sie die Tiefe in mehreren Durchgängen variieren. Eine allmähliche Verringerung des DOC bei jedem Durchgang kann die Bearbeitungszeit erhöhen, führt aber zu einer längeren Standzeit des Werkzeugs und einer geringeren Indexierung der Wendeplatte. Durch diesen Prozess wird der Verschleiß an der Schneidplatte verringert.
Oder versuchen Sie es mit mehreren Durchgängen unter Verwendung eines Rampenprogramms, um die Kerbenbildung an der Schneidplatte deutlich zu verringern.
Jede Erhöhung des DOC erfordert eine Reduzierung der Geschwindigkeit und des Vorschubs. Die Parameter basieren auf der Fähigkeit der keramischen Wendeschneidplatte, hohen Temperaturen standzuhalten und mit einer Spandicke zu laufen, die es ermöglicht, die Wärme in der Zone vor der Wendeschneidplatte zu konzentrieren, was zu einem geringen Schneiddruck und minimalem Verschleiß führt. Wenn die Geschwindigkeit ohne eine entsprechende Reduzierung des Vorschubs verringert wird, geht dieser Effekt verloren und die Leistung sinkt, weil die Schneidplattenkante durch einen kühleren Span abplatzt.
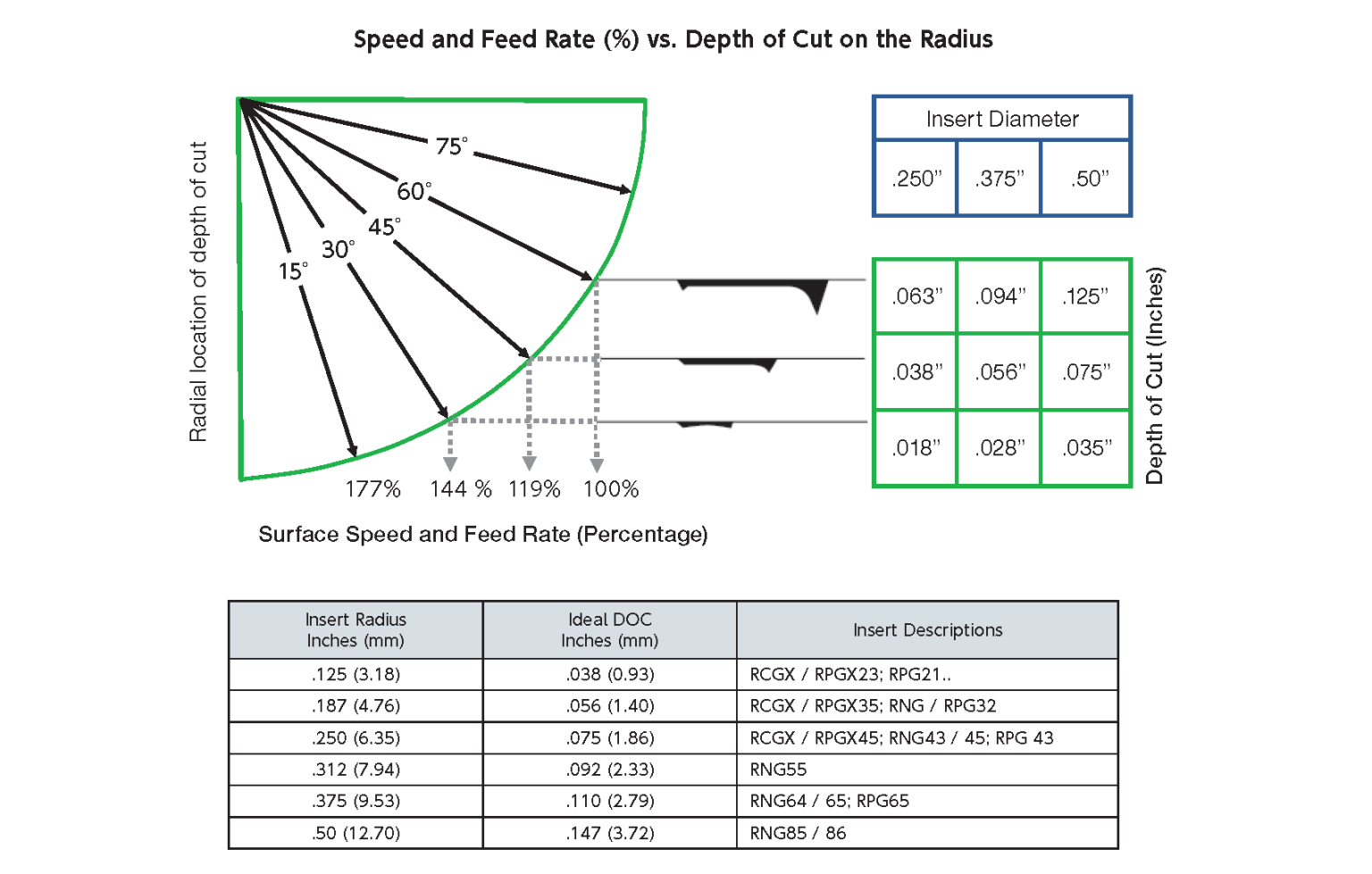
Es gibt eine Korrelation zwischen dem Radius der Wendeplattennase und der Schnitttiefe.
Es ist eine gute Idee, den Vorschub beim Einfahren in die Kurve und beim Herausfahren aus der Kurve nach dem Richtungswechsel um 50% zu verringern.
Es ist am besten, den größten Teil des Materials beim Schruppen mit einer runden Wendeplatte abzutragen. Die Abtragsmenge für die Schlichtbearbeitung sollte für den Nasenradius einer geraden Wendeplatte geeignet sein. Wenn das Werkstück einen erforderlichen Radius aufweist, lassen Sie nicht mehr Material übrig, als für den erforderlichen Radius der Wendeschneidplatte erforderlich ist, um das Werkstück und das Merkmal fertigzustellen. Wenn Sie beim Schlichten den korrekten Nasenradius anwenden und unter der 45-Grad-Markierung des Eckenradius bleiben, wird die Kerbung minimiert, so dass ein Schneidvorgang aus beiden Richtungen auf der Wendeplatte in die Ecke programmiert werden kann.