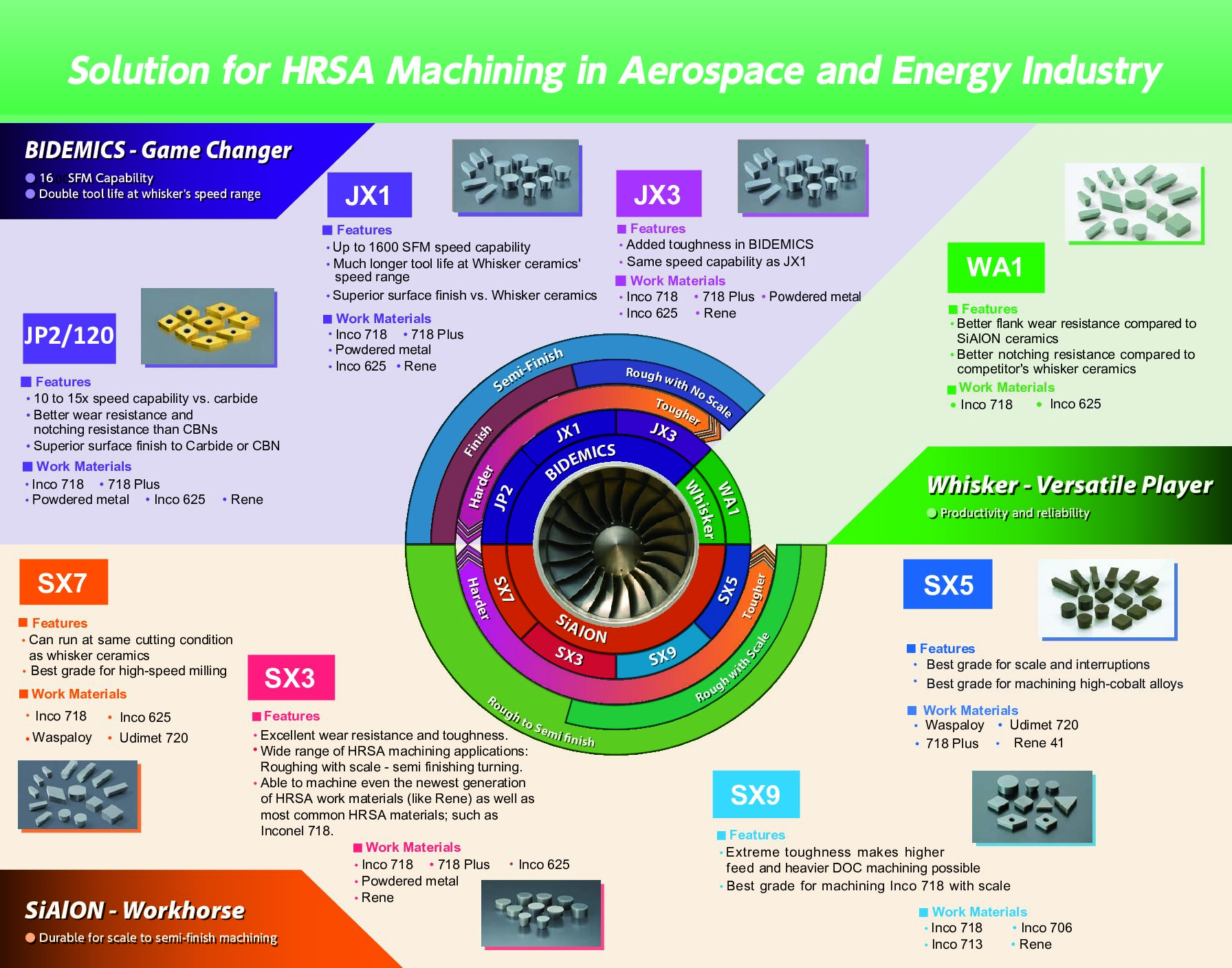
La cerámica SiAlON es una cerámica basada en nitruro de silicio combinada con “Al” y “O”. La cerámica SiAlON ofrece una excelente resistencia al calor, resistencia mecánica a altas temperaturas, resistencia al choque térmico y resistencia al desgaste, además de la tenacidad del nitruro de silicio. SiAlON muestra un rendimiento excelente en el mecanizado a alta velocidad de aleaciones de alta temperatura.
SX3, SX5, SX7, SX9
Material de referencia del sitio web
Catálogo de mecanizado HRSA
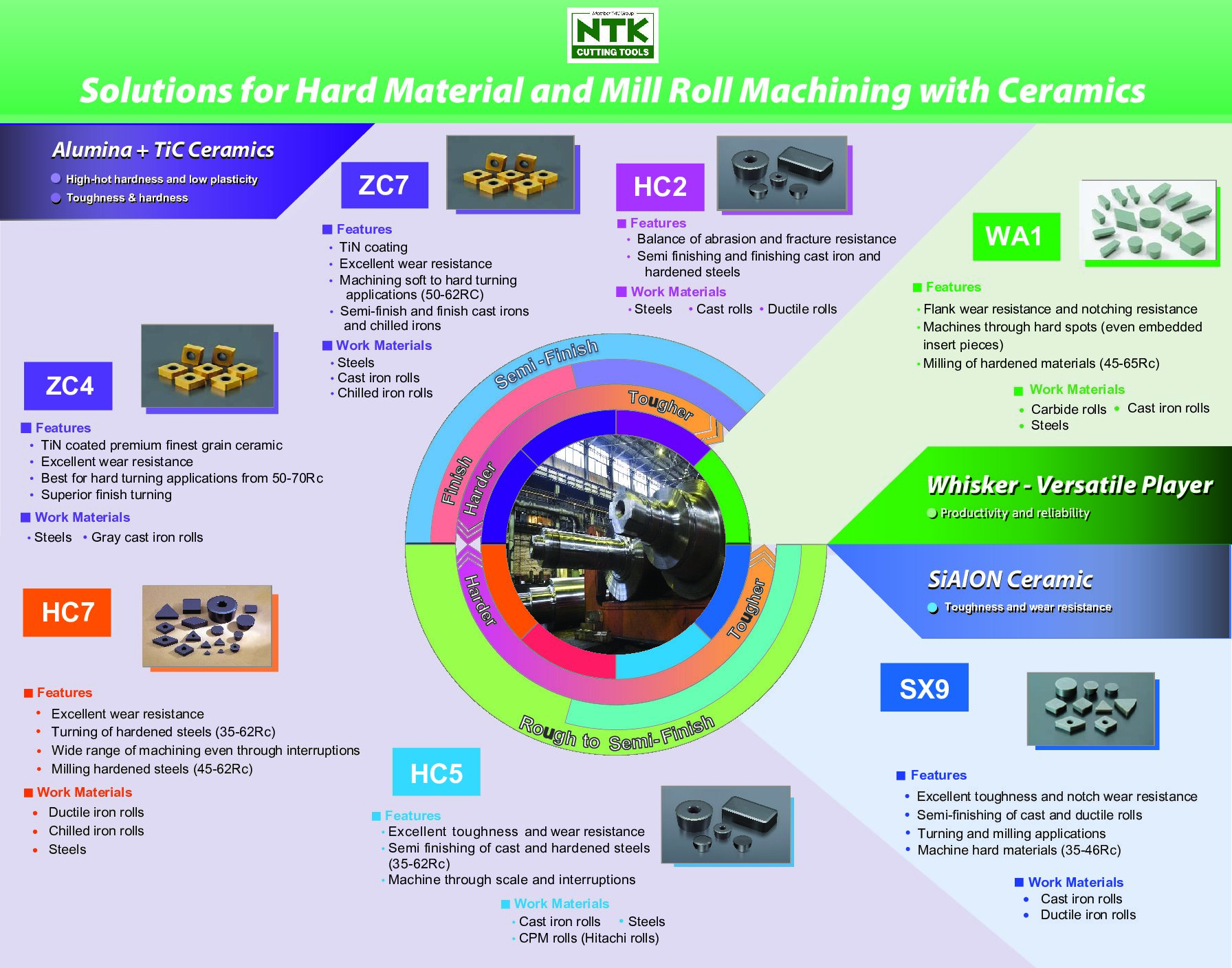
Las cerámicas basadas en alúmina TiC se refuerzan añadiendo carburo duro a la alúmina altamente pura. El beneficio de la dureza y la tenacidad permite el mecanizado de cortes parcialmente interrumpidos. Este material cerámico tiene tanto la alta dureza en caliente como la baja plasticidad necesarias para tornear acero, rodillos de hierro fundido enfriado o dúctil y algunos metales en polvo con una dureza de hasta 62 HRC. El grado ZC4 puede realizar cortes de acabado en aceros de hasta 70 HRC. Estas cerámicas son alternativas rentables para aplicaciones previamente limitadas a los CBN.
HC2, HC5 – hierro fundido enfriado, acero y metal pulverizado
HC7, y ZC7 (recubierto de TiN) – material carburizado y endurecido por inducción
ZC4 (recubierto de TiN) para aplicaciones de torneado duro de acabado hasta 70 HRC
HC6 es una cerámica basada en TiC con resistencia al desgaste mejorada utilizada para el torneado de acabado de piezas de hierro fundido dúctil/nodular.
OH al final de una descripción designa la capacidad de refrigeración interna, proporcionando un suministro constante de refrigerante dirigido al filo de corte. Dos opciones de conexión de refrigerante y un 19.5mm .768” tope calificado.
OH2 al final de una descripción designa nuestra más reciente serie de refrigeración interna que proporciona 3 opciones de conexión de refrigerante. El diseño incorpora una conexión de refrigerante para nuevas placas de refrigeración interna en máquinas suizas designadas.

Nuestro rompedor de virutas AMX está diseñado para situaciones de control de virutas finas con una excepcional agudeza.

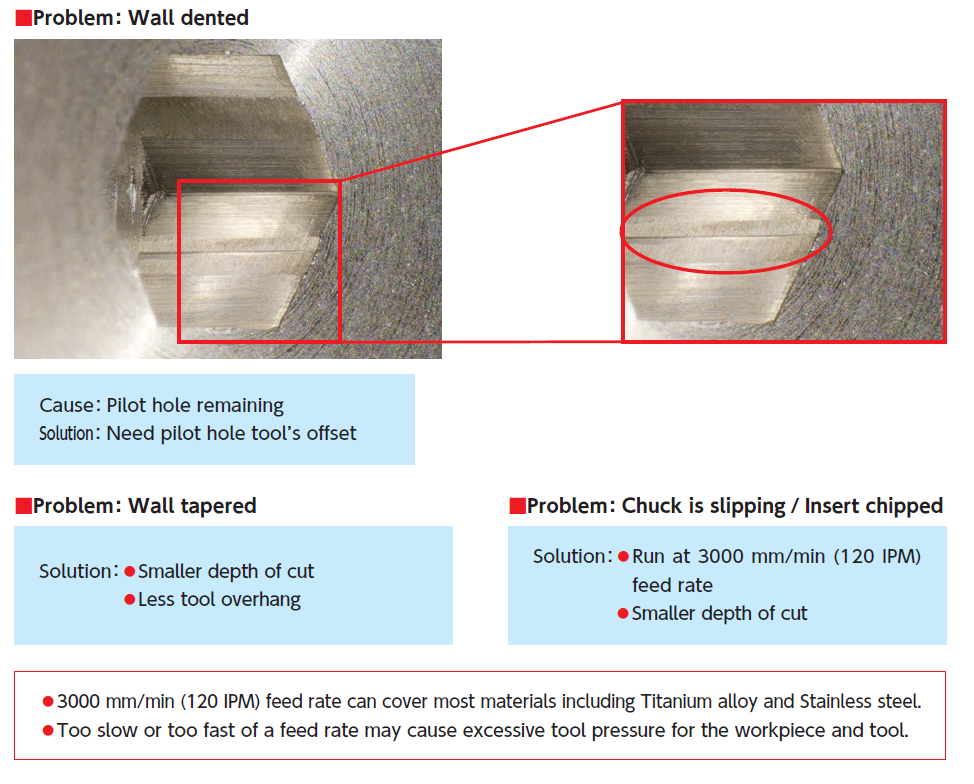
Esto probablemente se debe a una configuración incorrecta de la herramienta. (desplazamiento de la línea central)
Mecanice un ángulo y asegúrese de que ambas longitudes (a) y (b) sean idénticas; ajuste la altura de la línea central girando el portaherramientas de manguito hasta obtener la misma longitud. (la diferencia debe ser menor de
0.02mm
.0008”
)
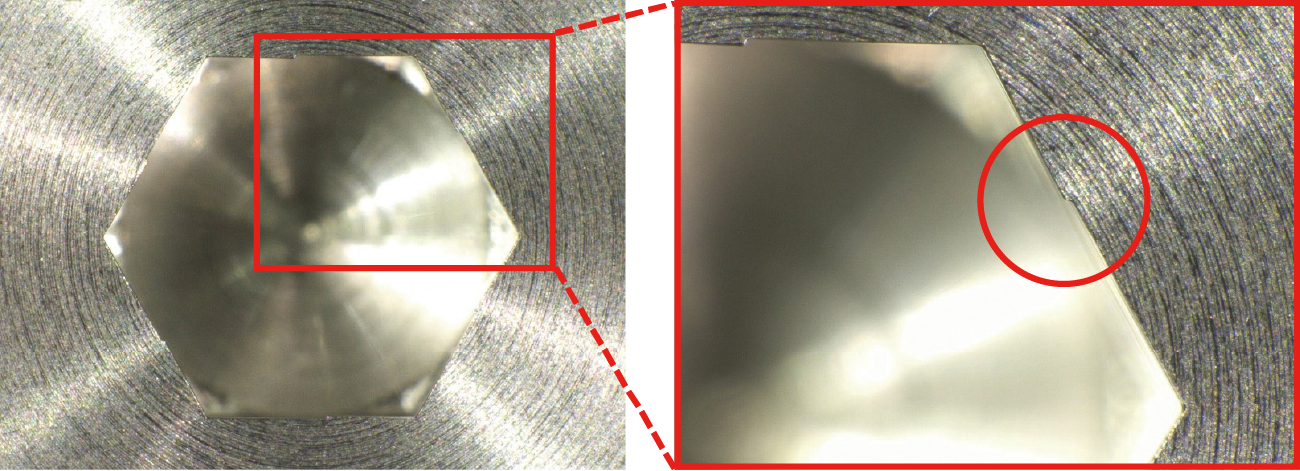
Es muy probable que el agujero piloto aún sea visible. Por lo tanto, deberá verificar la configuración del agujero piloto.
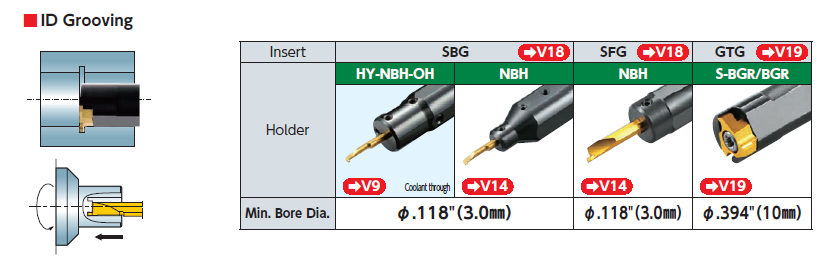
Nuestra línea Stick Duo Series de insertos tipo stick SBG y SFG tiene un diámetro mínimo de perforación de
3mm
.118″
.
SBG para ranurado interno
SFG para ranurado frontal interno
Nuestra serie BG con insertos GTG tiene un diámetro mínimo de perforación de 10mm .394″
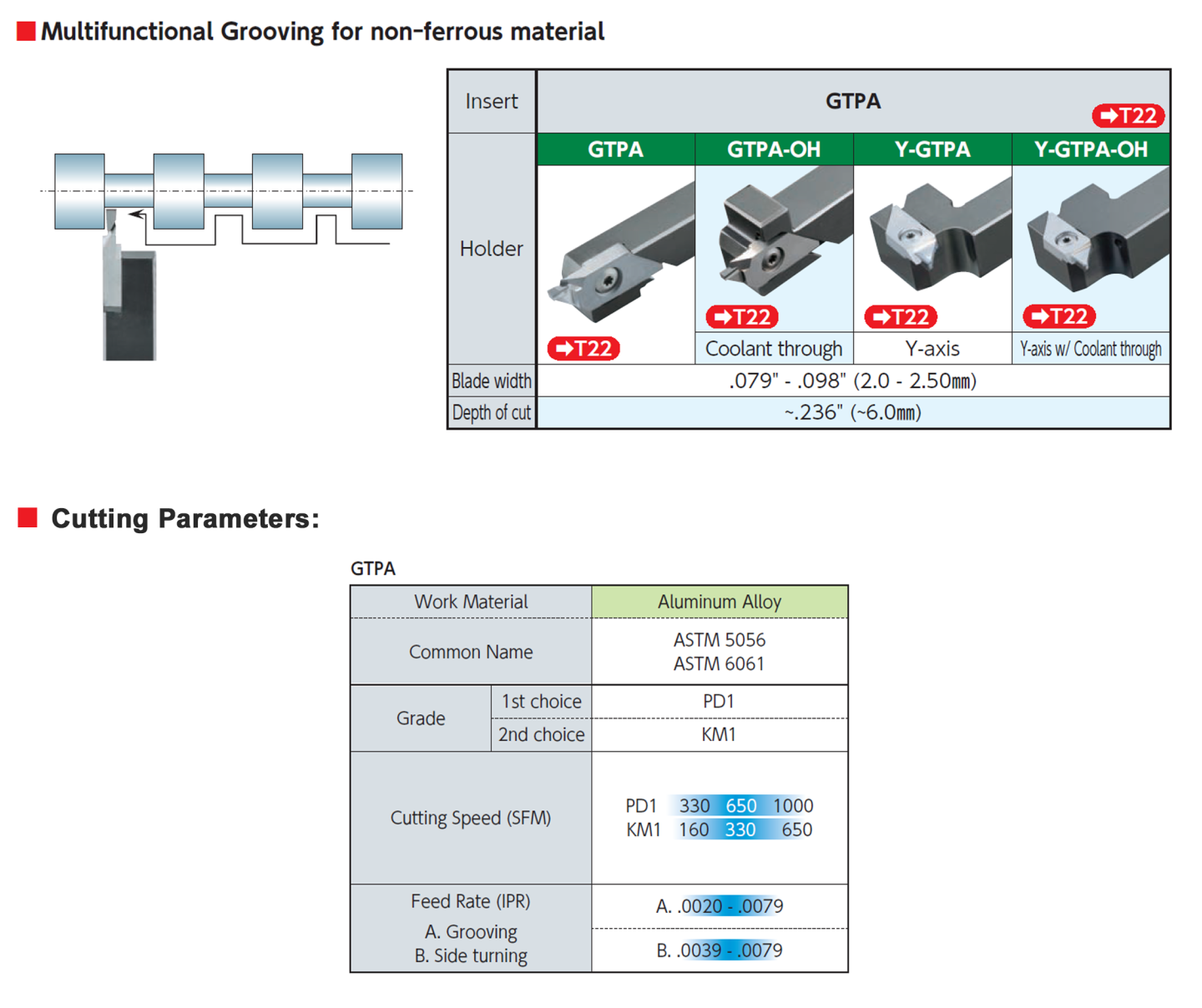
Ofrecemos herramientas de la serie GTPS con una selección de portaherramientas e insertos en nuestro carburo KM1 e inserto PCD PD1.
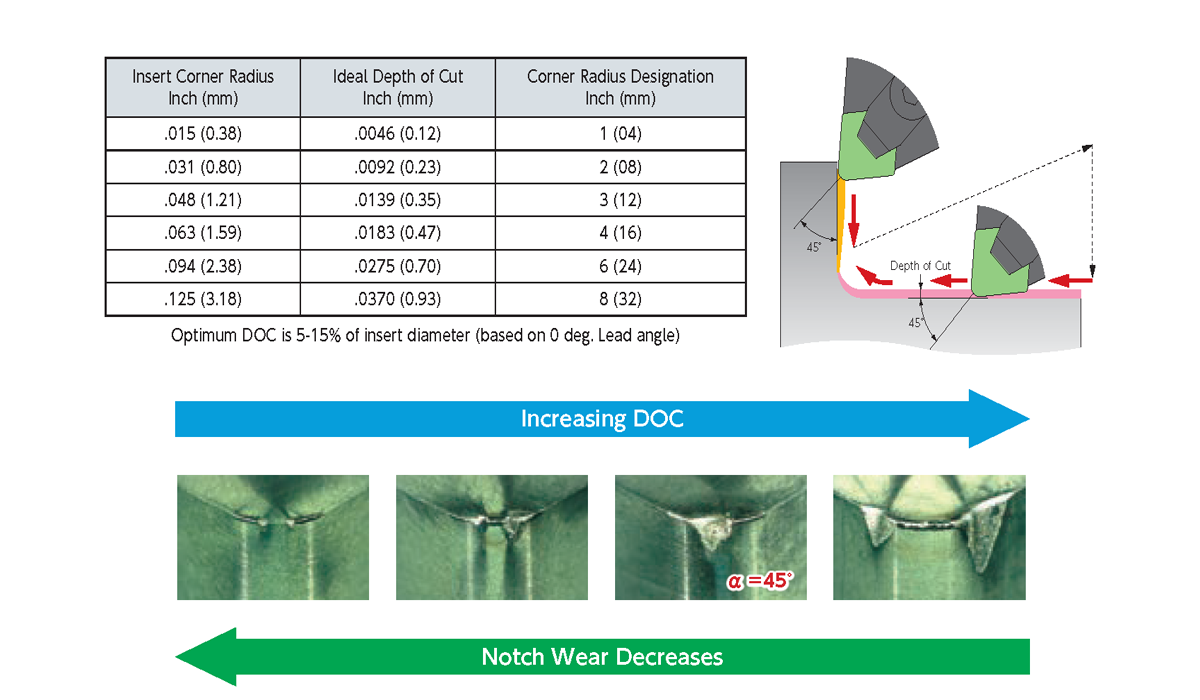
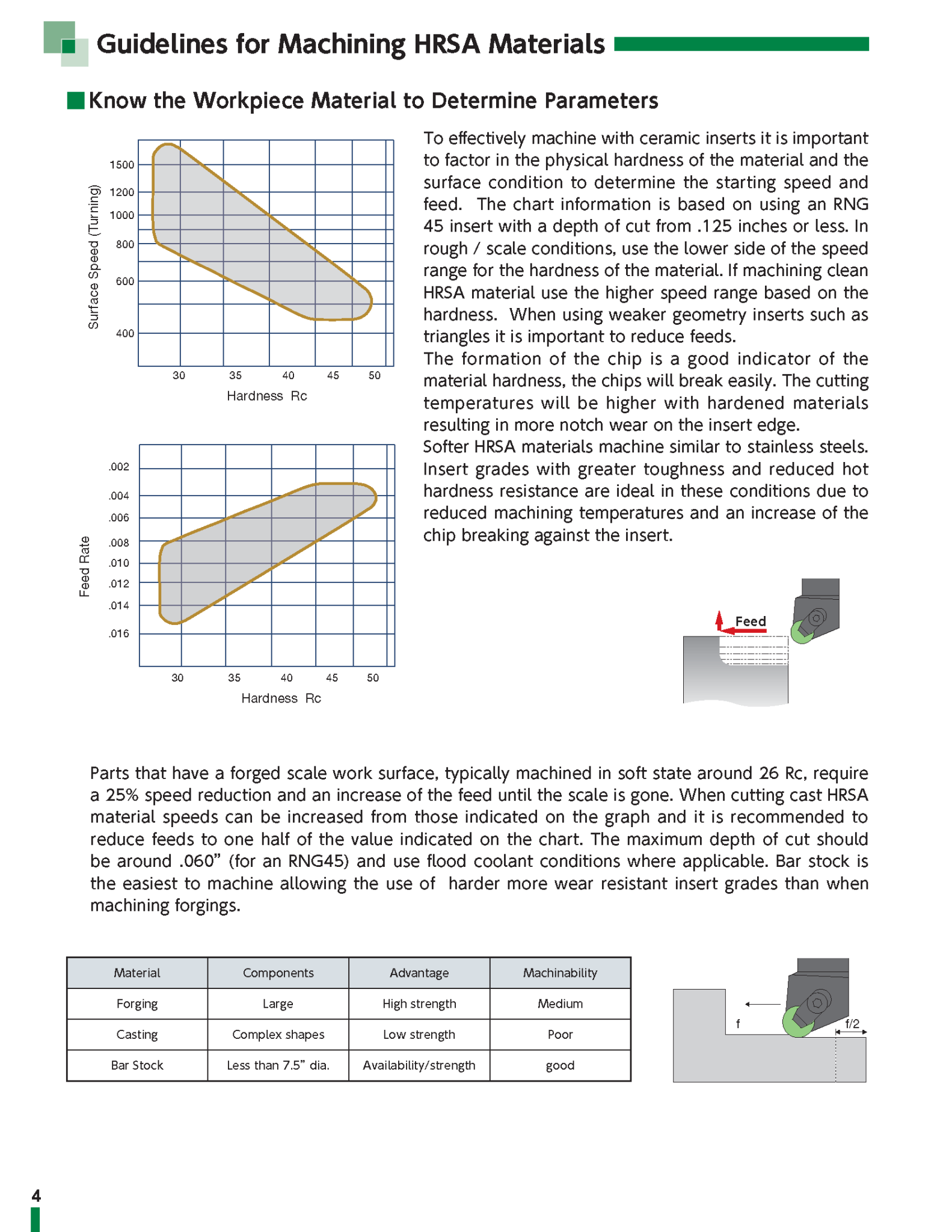
A medida que aumenta la dureza del material de la pieza, las condiciones de corte de mecanizado deben reducirse. Si hay calamina en la pieza, las condiciones de corte deben reducirse aún más hasta que la calamina desaparezca.
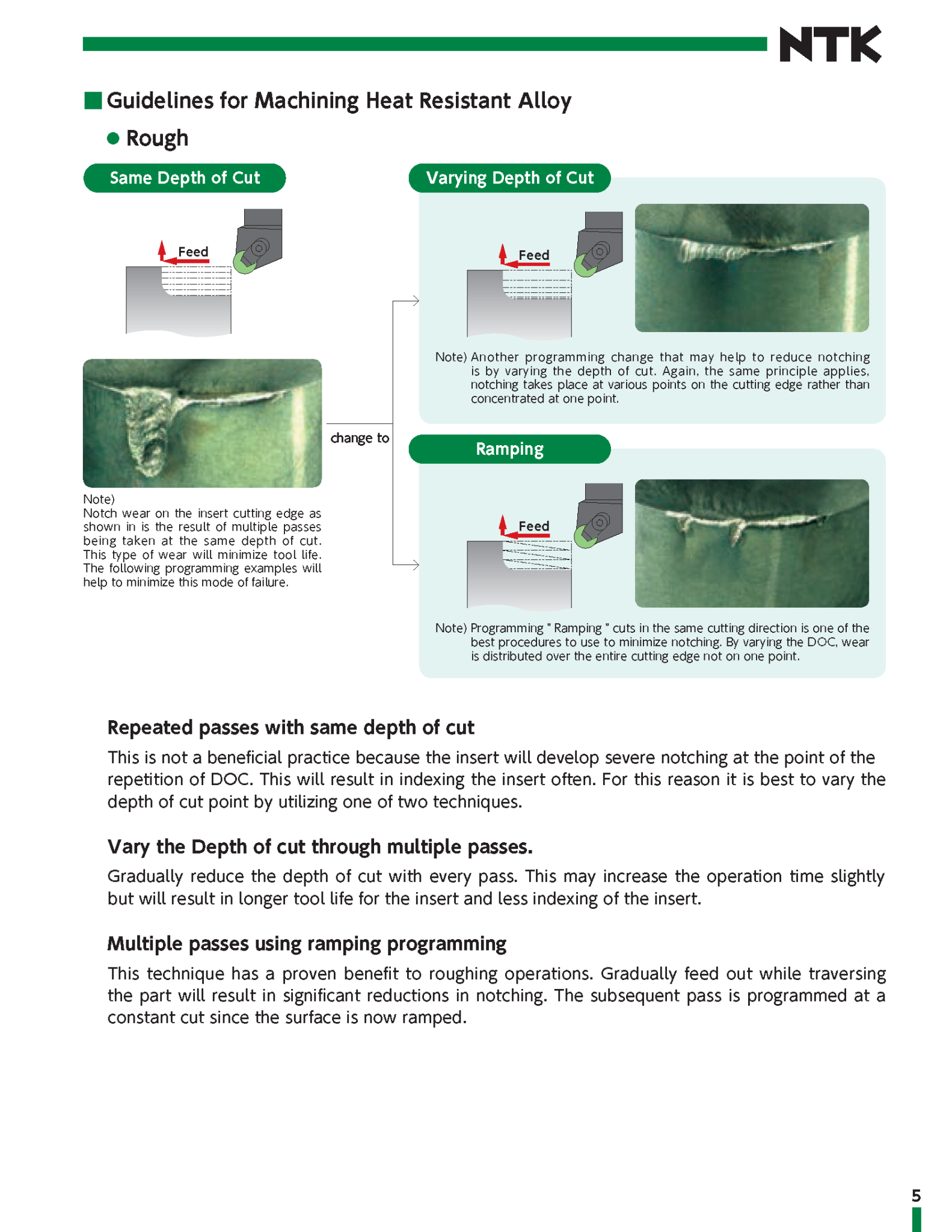
En lugar de repetir pasadas de mecanizado a la misma profundidad de corte, se recomienda variar la profundidad a través de múltiples pasadas. La reducción gradual de la profundidad de corte con cada pasada puede incrementar el tiempo de mecanizado, pero resultará en una mayor vida útil de la herramienta y menos indexación de la plaquita. Este proceso desplazará el desgaste en el filo de la plaquita.
Alternativamente, se sugiere realizar múltiples pasadas utilizando un programa de rampa para reducir significativamente el entallado en la plaquita.
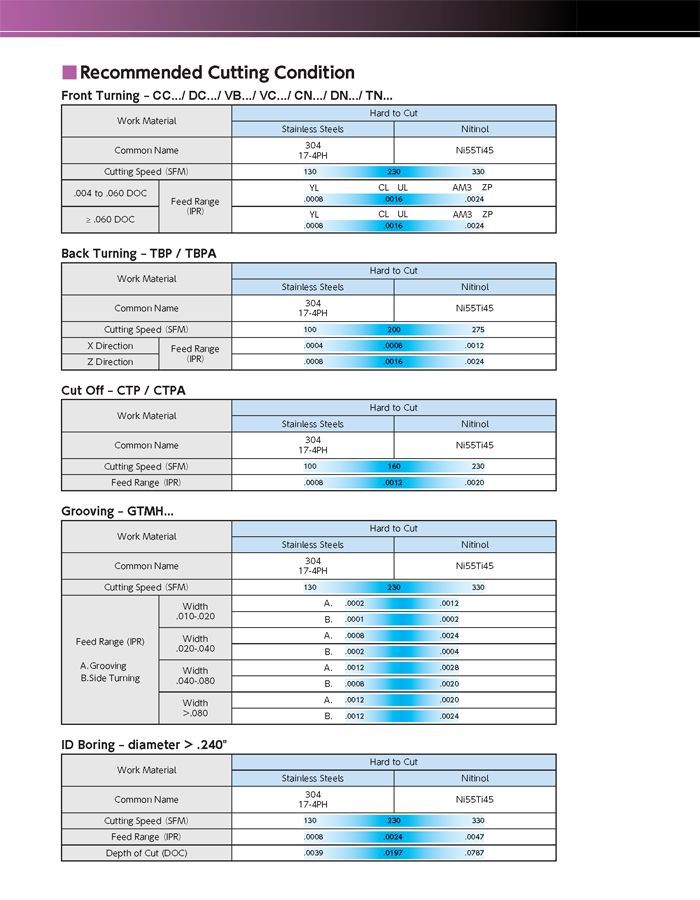
Cualquier incremento en la profundidad de corte requiere una reducción de las velocidades de avance y de corte. Los parámetros se basan en la capacidad de la plaquita cerámica para soportar altas temperaturas y operar con un espesor de viruta que permita concentrar el calor en la zona anterior a la plaquita, resultando en una baja presión de corte y un desgaste mínimo. Si se reduce la velocidad sin una correspondiente reducción en el avance, este efecto se perderá y el rendimiento disminuirá debido al astillado del filo de la plaquita por una viruta más fría.
Enlace al Material de Referencia
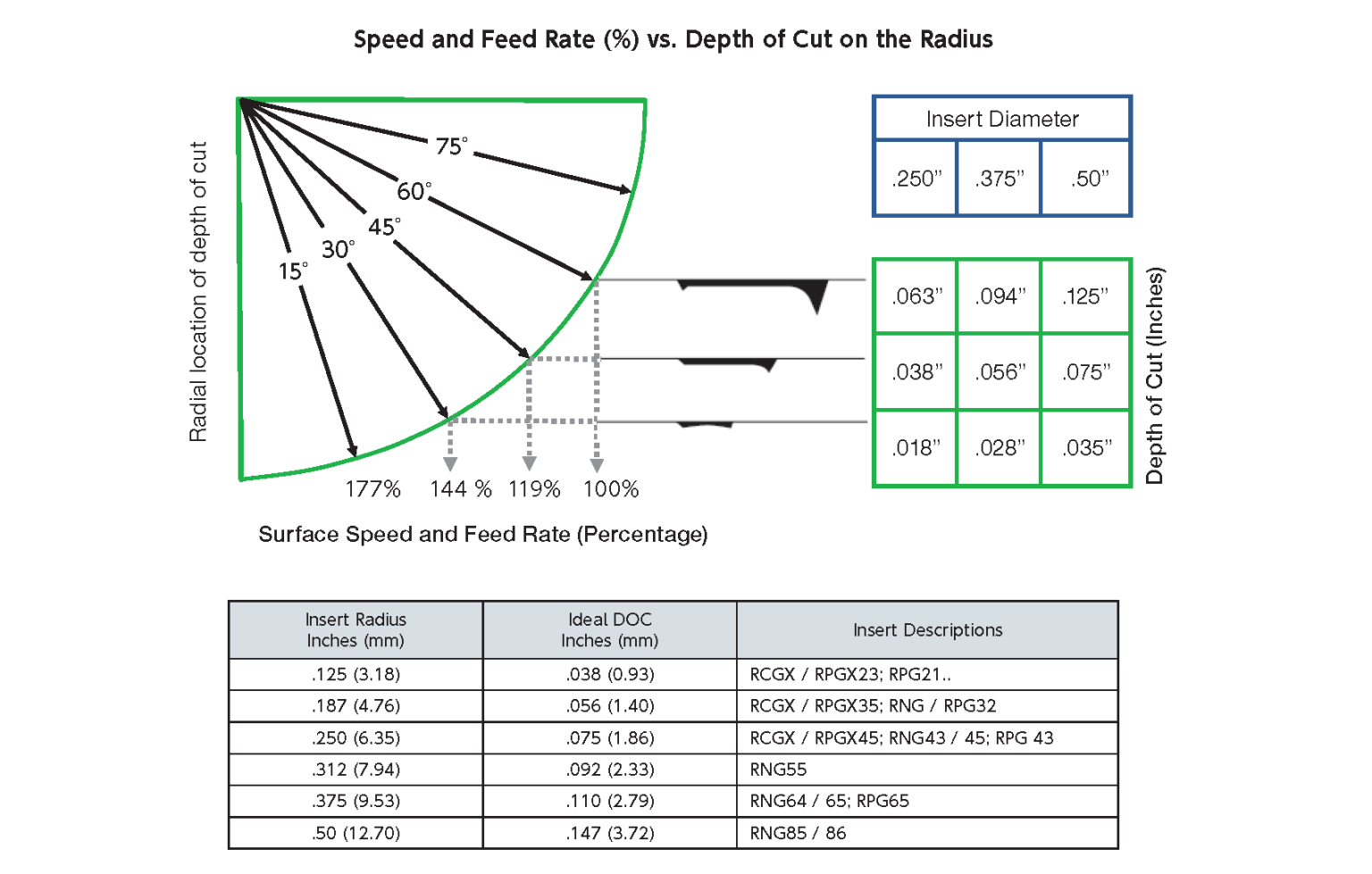
Existe una correlación entre el radio de punta de la plaquita y la profundidad de corte.
Se recomienda encarecidamente disminuir la velocidad de avance en un 50% al entrar en una esquina y al salir de ella después del cambio de dirección.
Es óptimo remover la mayor parte del material en la operación de desbaste con una plaquita redonda. La cantidad de remoción de material para la operación de acabado debe ser adecuada para el radio de punta en una plaquita de filo recto. Si la pieza tiene una característica de radio requerida especificada, no se debe dejar más que la cantidad de material indicada para el radio de plaquita requerido para finalizar la pieza y la característica. Al aplicar el radio de punta correcto en la pasada de acabado y manteniéndose por debajo de la marca de 45 grados del radio de esquina, se minimiza el entallado, permitiendo programar una operación de corte desde ambas direcciones de la plaquita hacia la esquina.
Enlace al Material de Referencia