| シリーズ | 特⻑ | DC | KAPR | APMX |
|---|---|---|---|---|
| mm inch | ° | mm inch | ||
| JWNXMシリーズ | 低抵抗×多コーナ
|
⌀63 – 160 2.48 – 6.23 | 88° | -5.5 -.217 |
 |
||||
| JFDXシリーズ | 低コスト×汎用性
|
⌀63 – 160 2.48 – 6.23 | 45°,75°,88° | -6 -.240 |
 |
||||
| JXTMシリーズ | 高剛性
|
⌀80 – 125 3.15 – 4.921 | 88° | -8 -.315 |
 |
||||
| JQシリーズ | 肩削り加工×小径カッタ
|
⌀20 – 80 .787 – 3.15 | 90° | -8 -.315 |
 |
||||
| JSDWシリーズ | 低抵抗
|
⌀80 – 160 3.15 – 6.23 | 45°,75° | -6 -.240 |
 |
| 被削材分類 | 被削材 | 切削油 | NTK材質 第1推奨 |
切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
鋳物 ミーリング粗加工 |
DRY/WET | SX6 | 450 – 1200 1500–4000 | 0.5 – 3.5 .020–.140 | 0.07 – 0.2 .003–.010 |

| 被削材分類 | 被削材 | 切削油 | NTK材質 第1推奨 |
切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
|
普通鋳鉄 粗~中仕上げ加工 |
DRY | SP9 | 350 – 700 1150–2300 | -6.0 –.240 | 0.07 – 0.25 .003–.010 |
| ダクタイル鋳鉄 粗~中仕上げ加工 |
DRY | 400 – 800 1300–2600 | -6.0 –.240 | 0.07 – 0.25 .003–.010 |

| ユニット加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
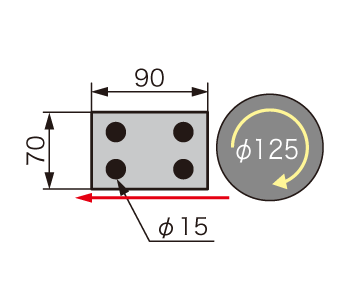
| SX6 |
360個/コーナ
|
|
| 他社超硬 |
260個/コーナ
|
|
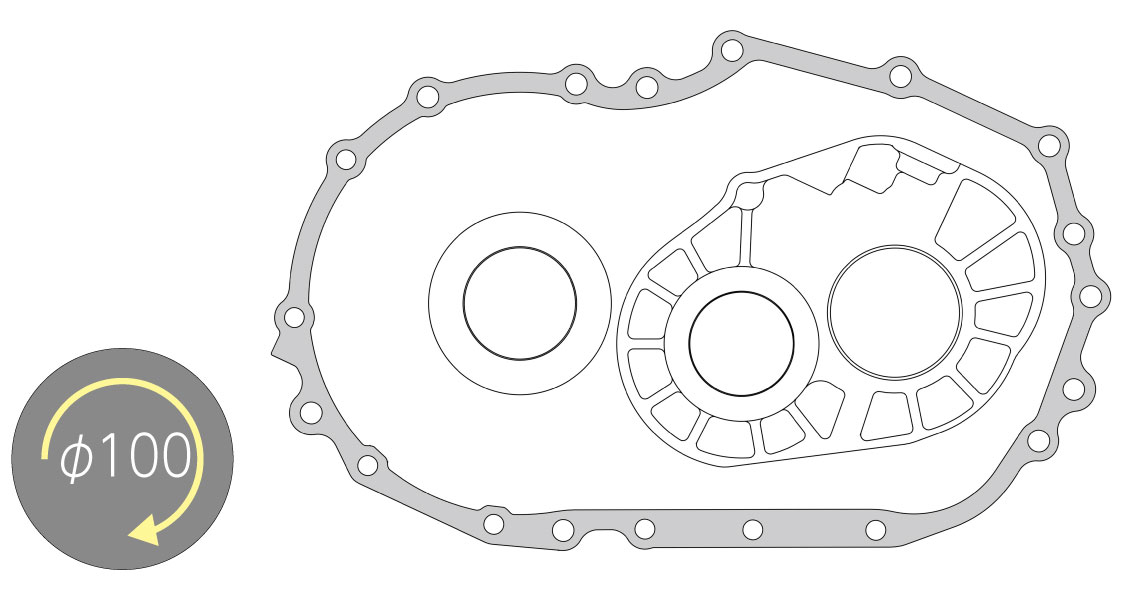
| トランスミッションケースカバー加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
|
||
|
||
| SX6 |
1.3分 |
|
| 他社超硬 |
5.4分 |
|
| トランスミッションケース加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
|
||
| SX6 |
120個/コーナ
|
|
| 他社超硬 |
60個/コーナ
|
|