電磁ステンレス鋼加工
ソリューション小物部品切削加工用 | CNC自動旋盤工具材質
高い生産性と安定した仕上げ加工面を両立
電磁ステンレス鋼加工にベストなPVDコート材質「ST4」
電磁ステンレス鋼とは?
- 磁気特性、耐食性に優れたステンレス鋼です。
錆が発生しやすい環境下に強く、電磁バルブをはじめとする各種リレー機構の鉄心用部品に使用されています。
東北特殊鋼株式会社が世界で初めて開発し、鋼種名には「K-M」が付きます。
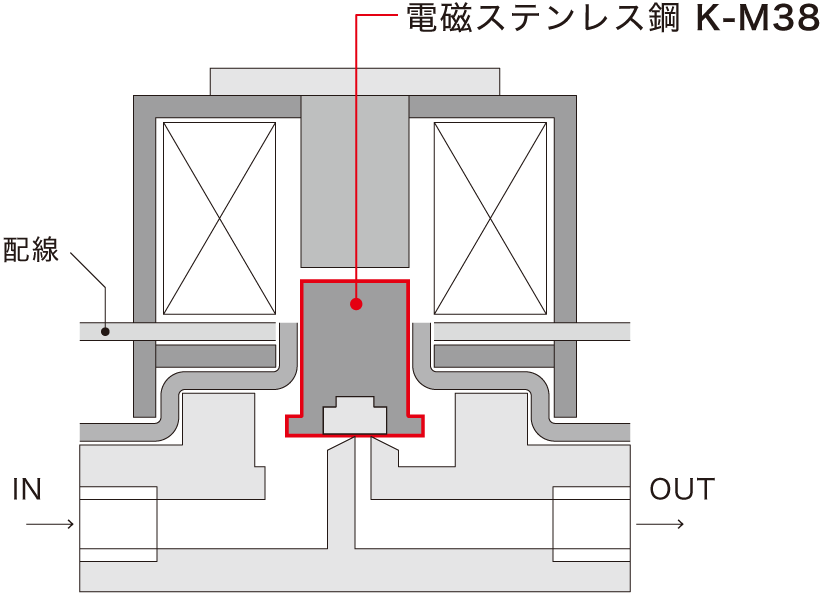
SEMI規格※1に準拠した電磁ステンレス鋼 「K-M38」
腐食性ガスの環境においても高い耐食性を示し、半導体製造装置や医療機器用電磁弁等のソレノイドアクチュエータ用途としても注目されています。
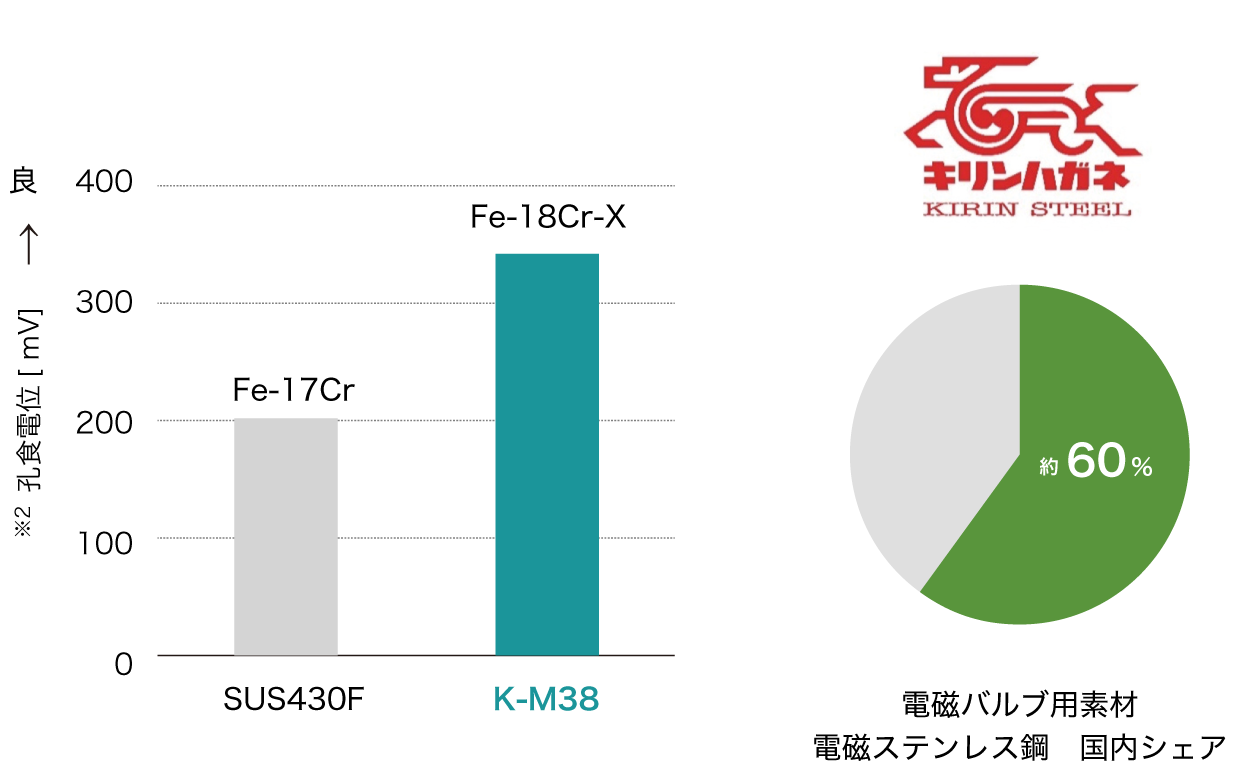
※1 SEMI規格:半導体の製造機器メーカー、フラットディスプレイ(FPD)製造装置メーカー、材料メーカーなどの国際的な業界団体である SEMI(Semiconductor Equipment and Materials International)がFPDを含む半導体産業の国際工業規格の統一を目的に定めた規格。 ※2 JIS G 0577:2014ステンレス鋼の孔食電位測定方法に準拠 ※キリンハガネは東北特殊鋼株式会社の登録商標です
切削距離 2100m加工後の加工比較
図を横にスクロール →
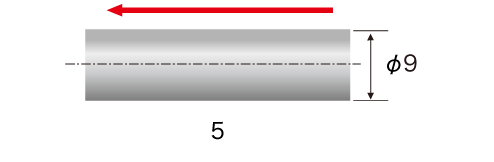
- [ 切削条件 ]
- 被削材:K-M38 切削速度 = 160m/min 送り = 0.05mm/rev 切込み = 1.0mm
| PVD コーティング ST4 | 他社品 | |
|---|---|---|
| 刃先写真 |  |
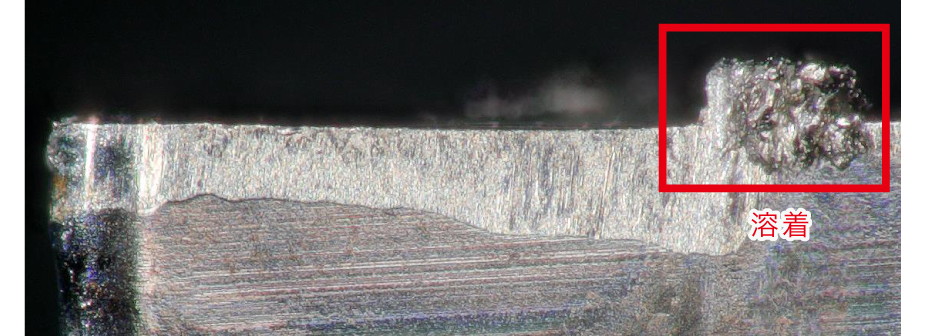 |
| 加工面 | 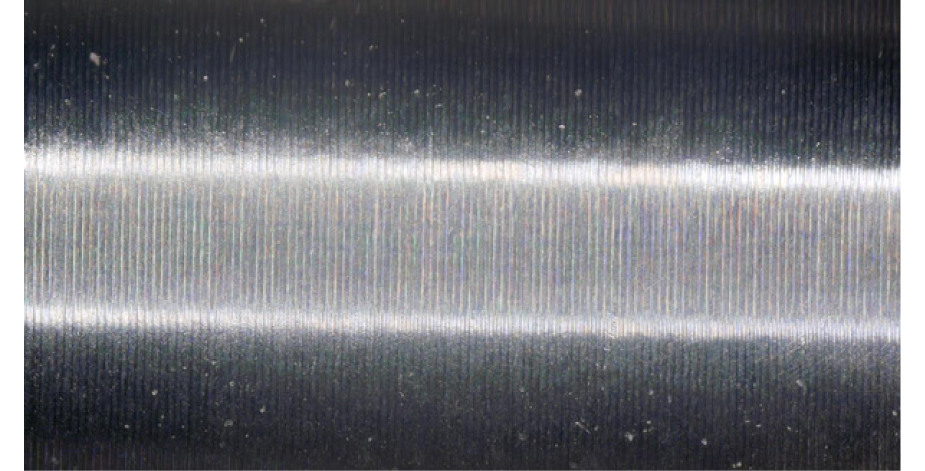 |
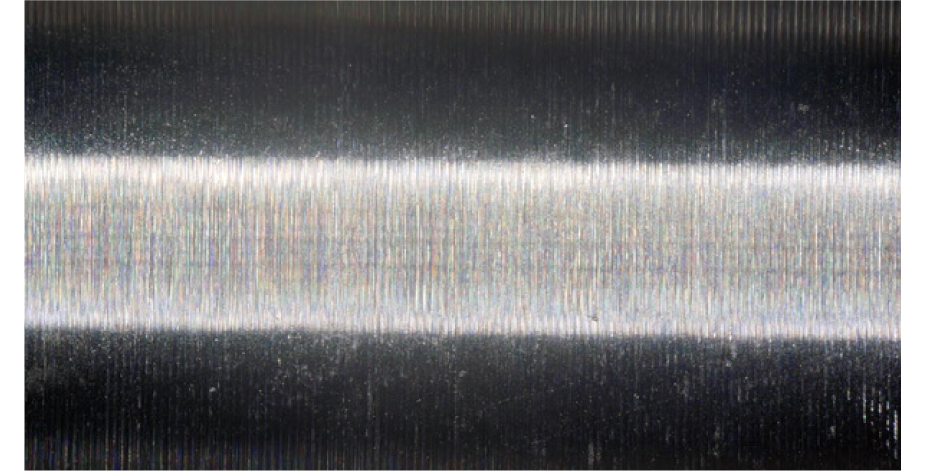 |
| 面粗度Ra(μm) | 0.40 | 1.10 |
| 工具摩耗(mm) | 0.14 | 0.16 |
「ST4」が安定した仕上げ加工面を実現
加工事例
| 半導体製造装置用部品 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| ST4 TNGG160402MFNUL | 4,000個 / コーナ |
| 他社品 (ステンレス加工向け超硬コート材質) |
1,000個
|
K-M鋼の外径加工においてST4が他社品の4倍寿命達成。
| 半導体製造装置用部品 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| ST4 DCGT11T302MYL | 5,000個 / コーナ |
| 他社品 (ステンレス加工向け超硬コート材質) |
1,700個 |
ST4コートにて摩耗を抑制でき安定した加工が達成できた。
現行他社品に比べ年間インサート使用量を半分以下に抑えることができ、インサートコスト低減に繋がった。
- カタログを見る
ラインナップは製品カタログにてご確認ください