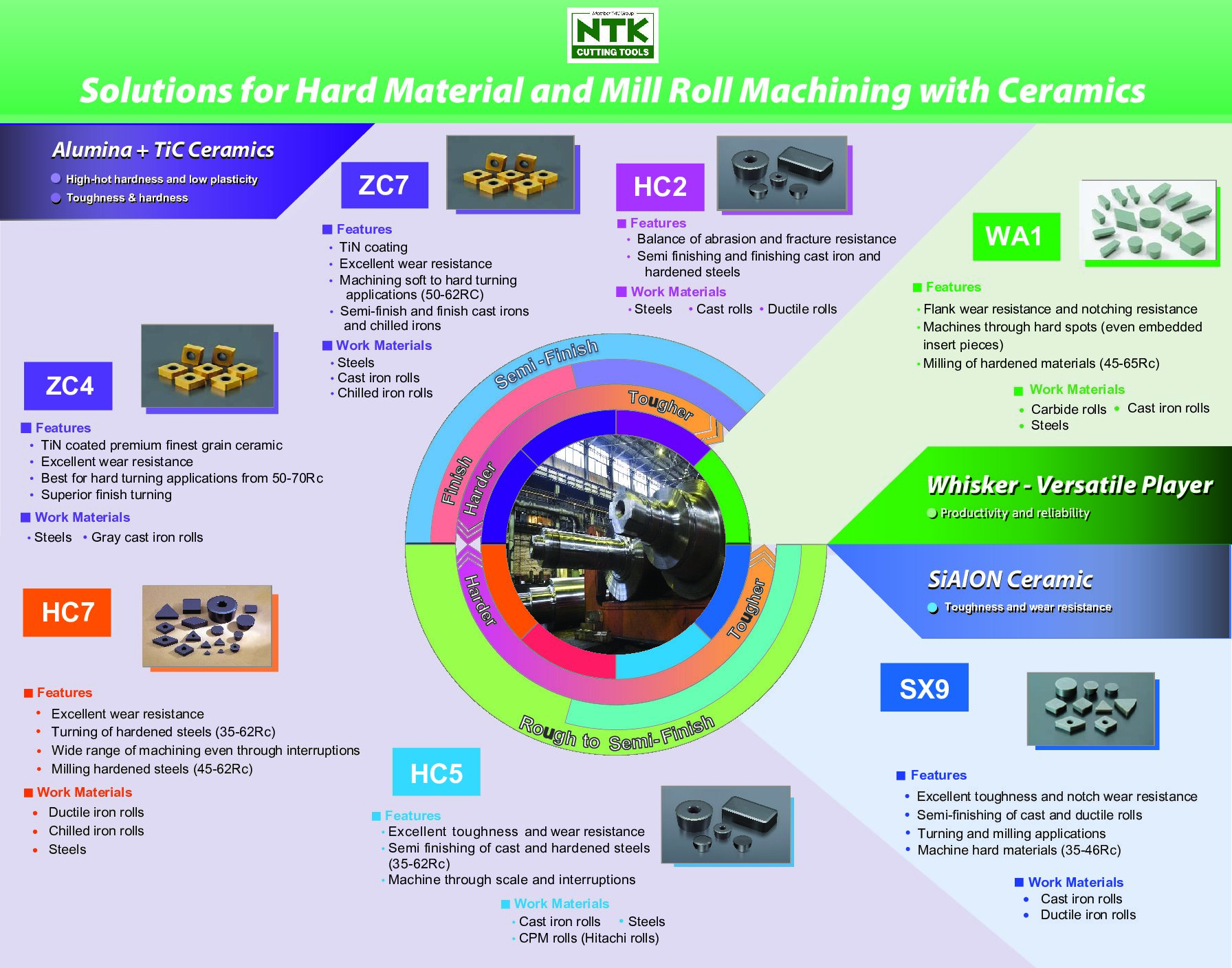
氧化铝 TiC 基陶瓷是通过在高纯氧化铝中添加硬质碳化物而得到强化的。硬度和韧性的优势使得部分断续切口的加工成为可能。这种陶瓷材料具有高热硬度和低塑性,可用于车削钢、冷轧或球墨铸铁轧辊以及某些硬度高达 62 HRC 的粉末金属。ZC4 级可对硬度高达 70 HRC 的钢材进行精加工。对于以前仅限于使用 CBN 的应用领域来说,这些陶瓷是具有成本效益的替代品。
HC2, HC5– 冷硬铸铁、钢和金属粉末
HC7 和 ZC7(TiN 涂层) – 渗碳和感应淬火材料
ZC4(TiN 涂层),用于硬车削精加工,硬度可达 70 HRC
HC6是一种 TiC 基陶瓷,具有更好的耐磨性,用于球墨铸铁/球墨铸铁零件的精车。
说明末尾的 “OH “代表冷却液通过能力,可向切削刃稳定供应冷却液。2 个冷却液连接选项和一个 19.5mm .768” 合格的止动装置。
说明末尾的 OH2 表示我们最新的冷却液通过系列,提供 3 种冷却液连接选项。该设计包含一个冷却液连接装置,用于在指定的瑞士机床上安装新的冷却液通孔板。

我们的 AMX 断屑槽专为薄型切屑控制而设计,具有超凡的锋利度。

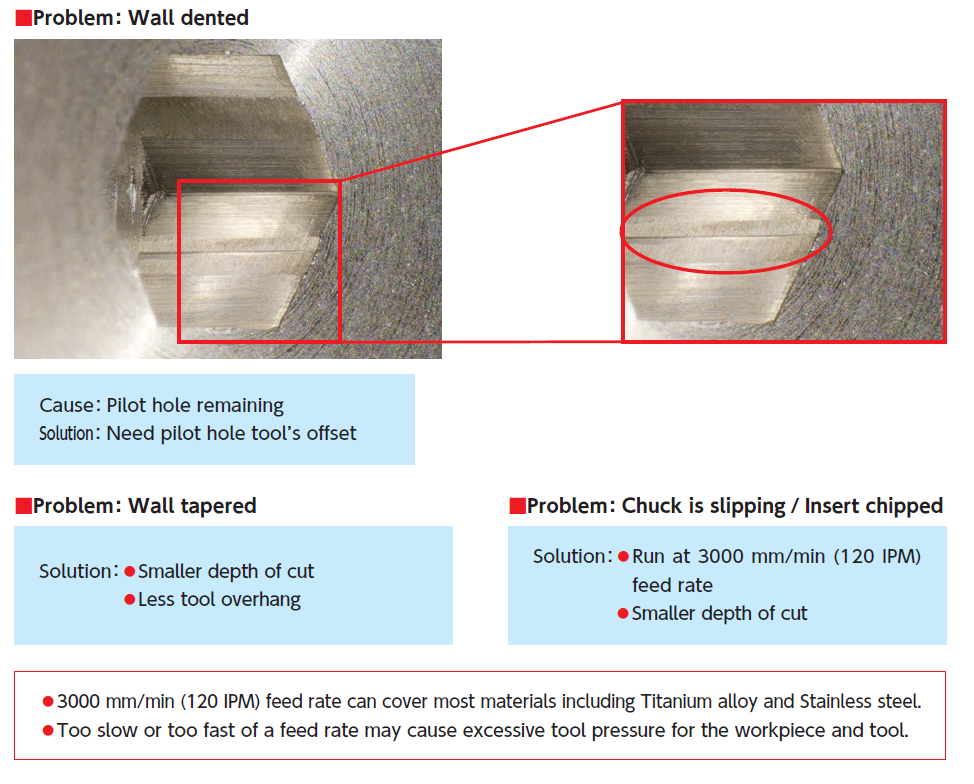
这很可能是设置不正确造成的。(中心线偏移)
加工一个角度,确保 (a) 和 (b) 长度相同;通过旋转套筒工具调整中心线高度,直到获得相同的长度。(差异应小于
0.02mm
.0008”
)
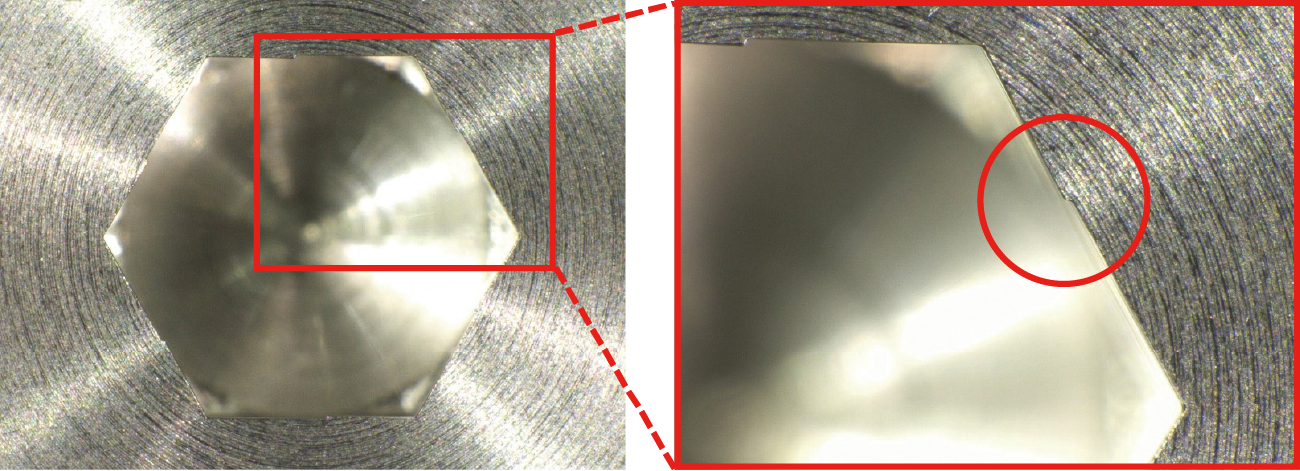
很可能导向孔仍然可见。因此,您需要检查导向孔的设置。
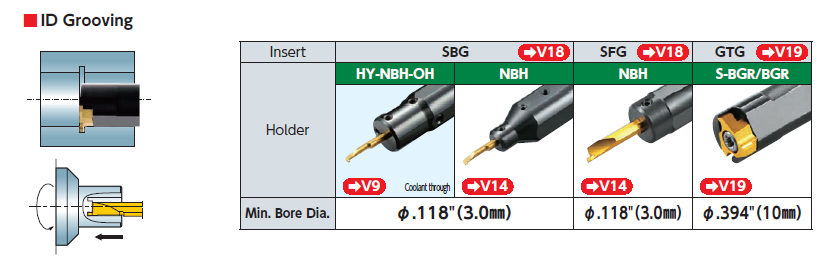
我们的双棒系列SBG 和 SFG 棒式刀片的最小孔径为
3mm
.118″
。
SBG 用于内径切槽
SFG用于内径端面切槽
配备 GTG 刀片的BG 系列的最小孔径为 10mm .394″
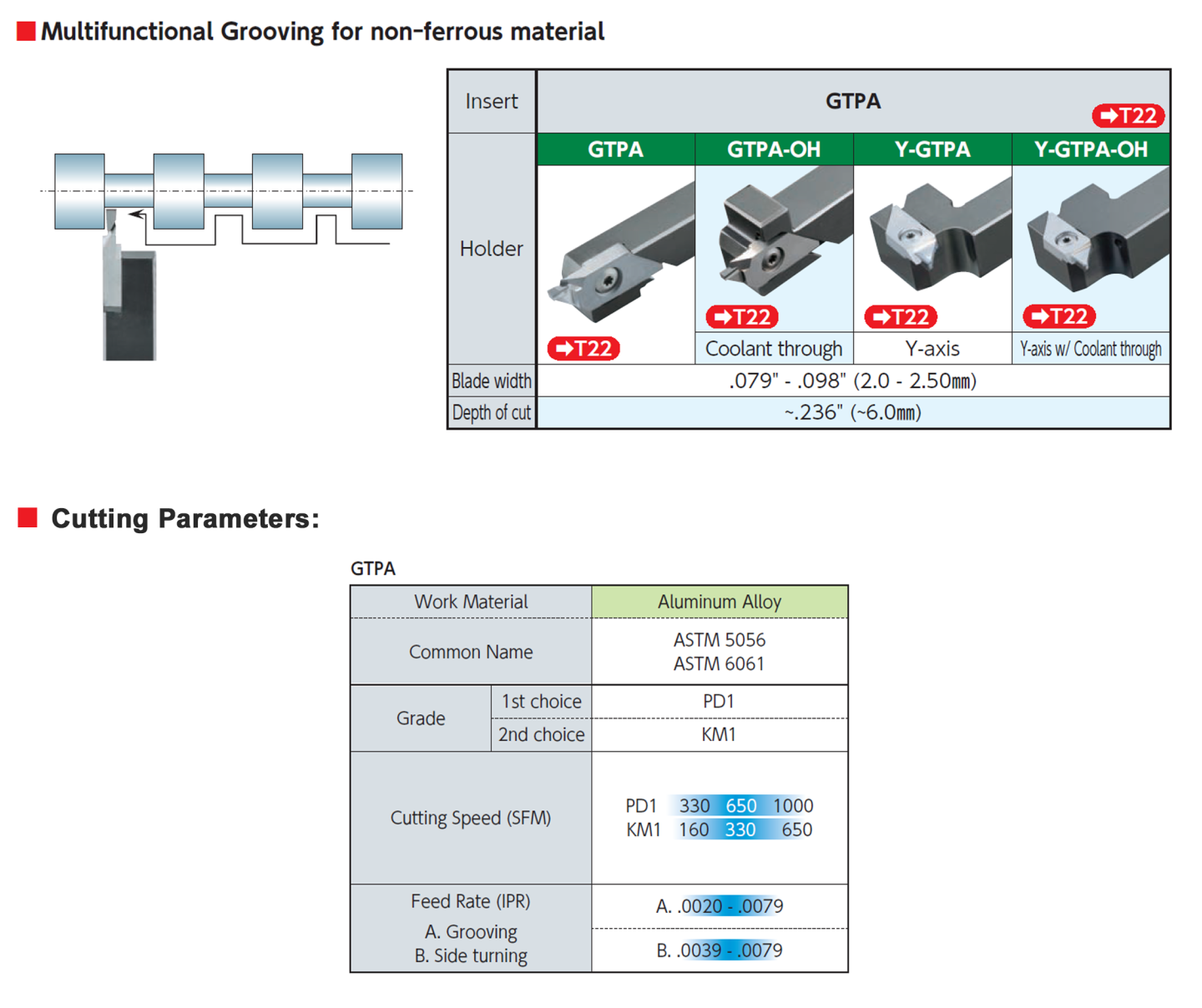
我们提供 GTPS 系列刀柄和刀片,包括 KM1 硬质合金刀柄和 PD1 PCD 刀片。
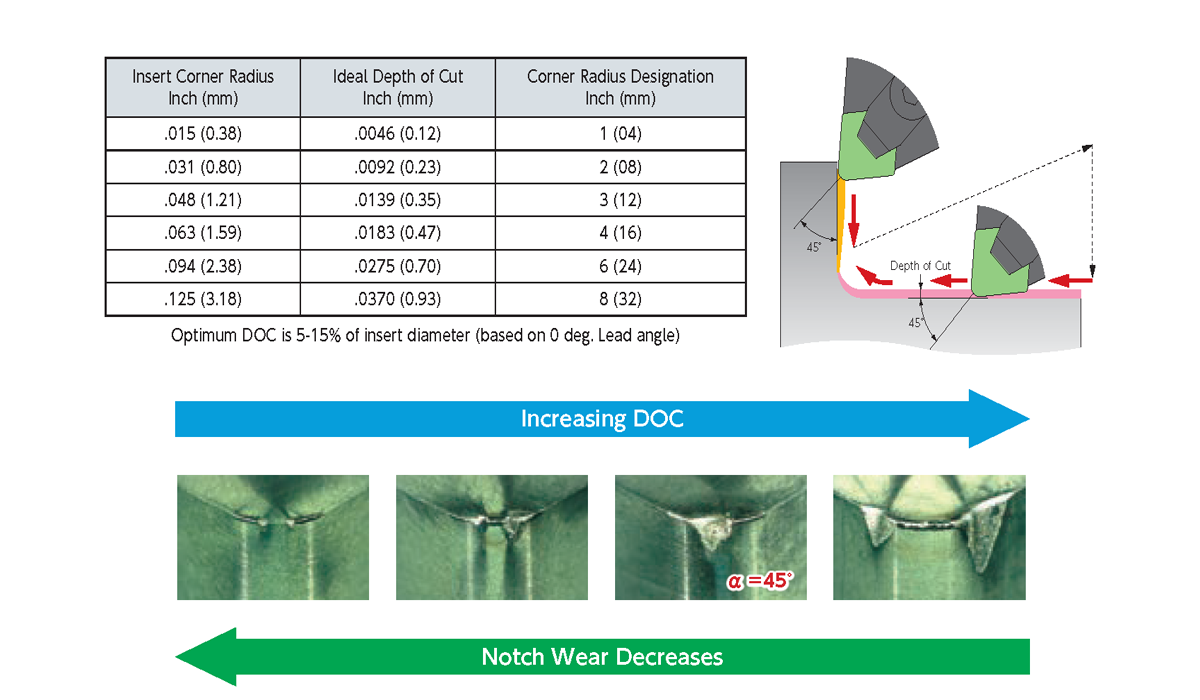
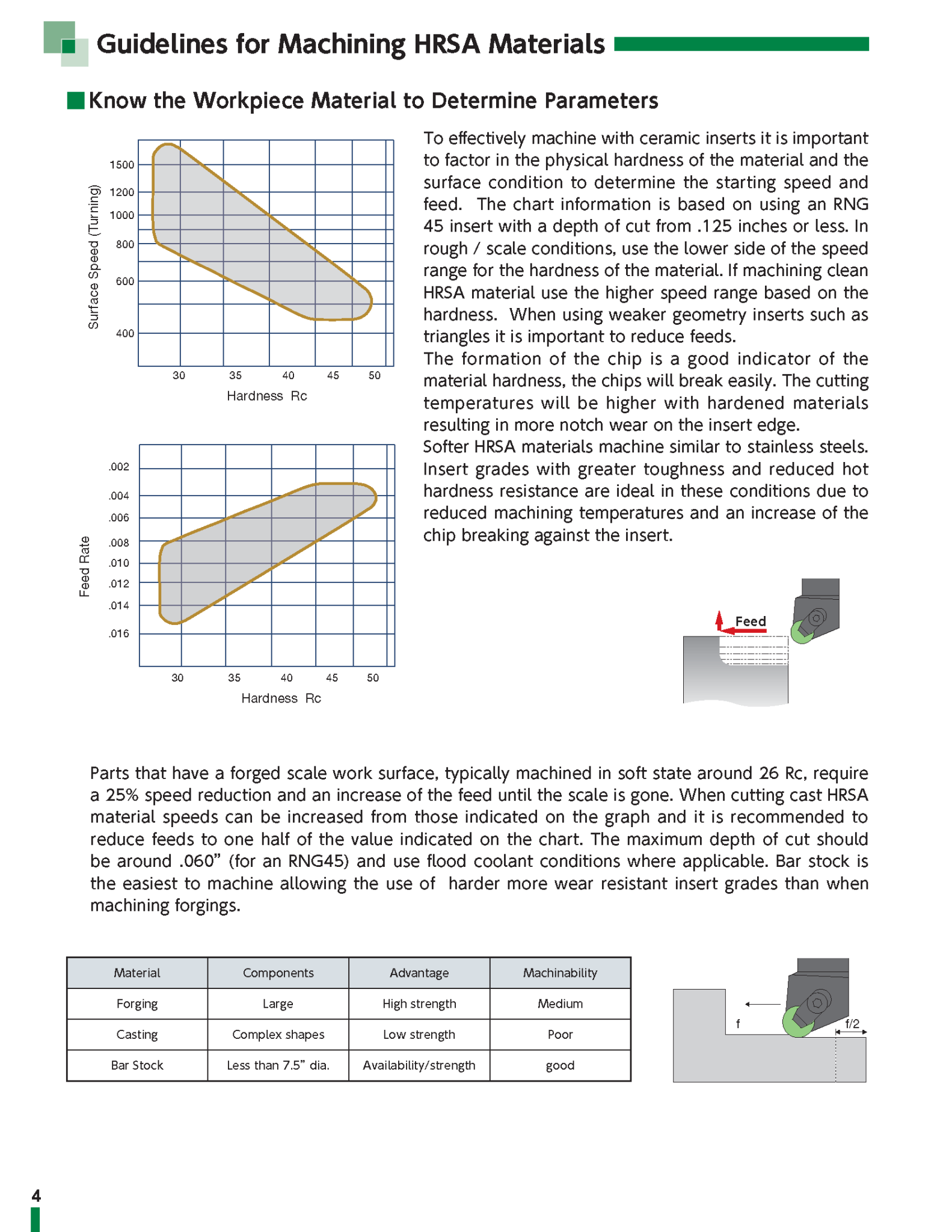
随着工件材料硬度的增加,应降低加工切削条件。如果工件上有鳞片,则应进一步降低切削条件,直到鳞片消失为止。
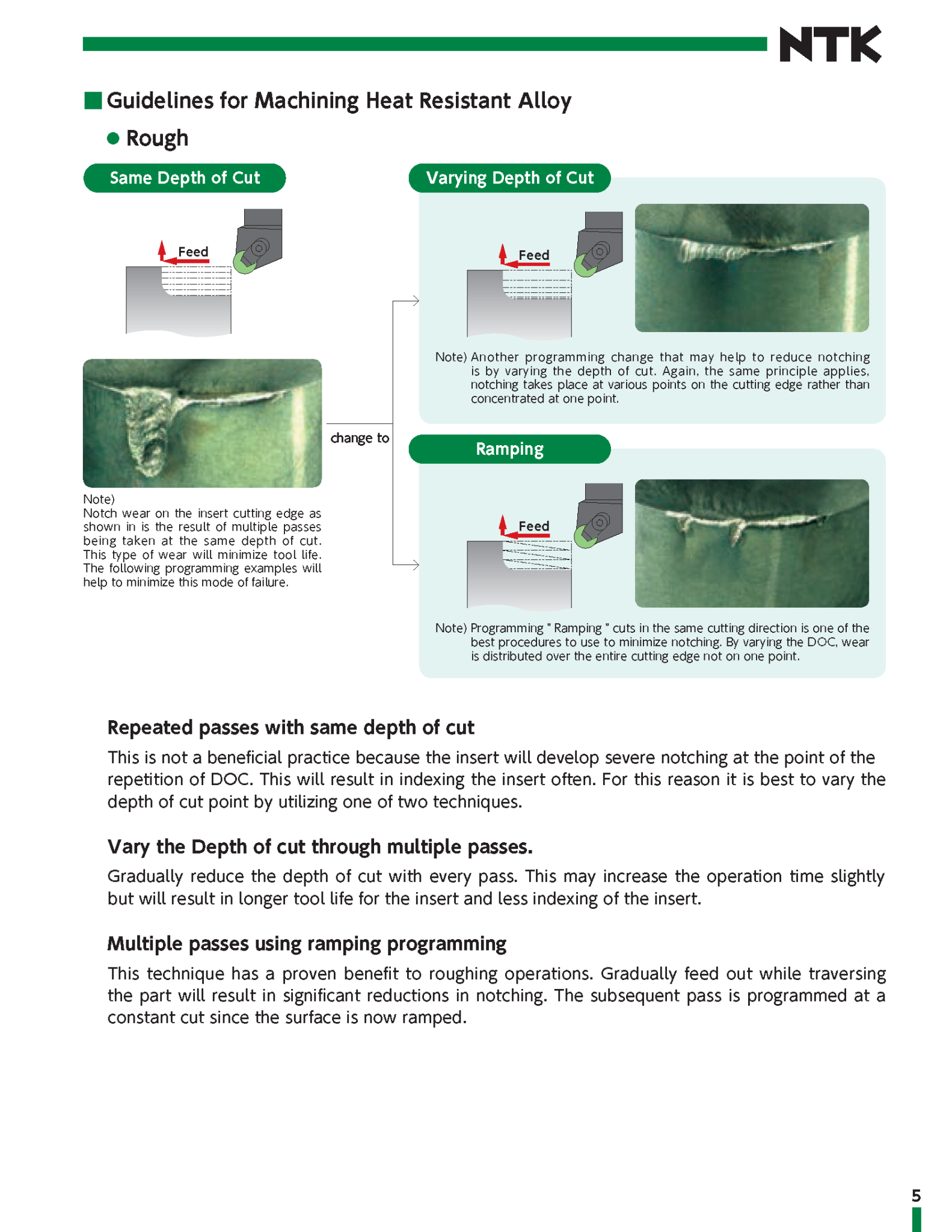
不要以相同的切削深度重复加工,而是尝试通过多次加工来改变切削深度。每次加工都逐渐减小切削深度可能会增加加工时间,但会延长刀具寿命,减少刀片转位。这一过程将减少刀片边缘的磨损。
或者,尝试使用斜坡程序进行多次加工,以显著减少刀片上的切口。
DOC 的任何增加都需要降低速度和进给率。这些参数基于陶瓷刀片的耐高温能力,其切屑厚度可使热量集中在刀片前方区域,从而降低切削压力,减少磨损。如果在不相应减少进给量的情况下降低速度,这种效果就会丧失,并且由于较冷的切屑导致刀片边缘崩裂,从而使性能下降。
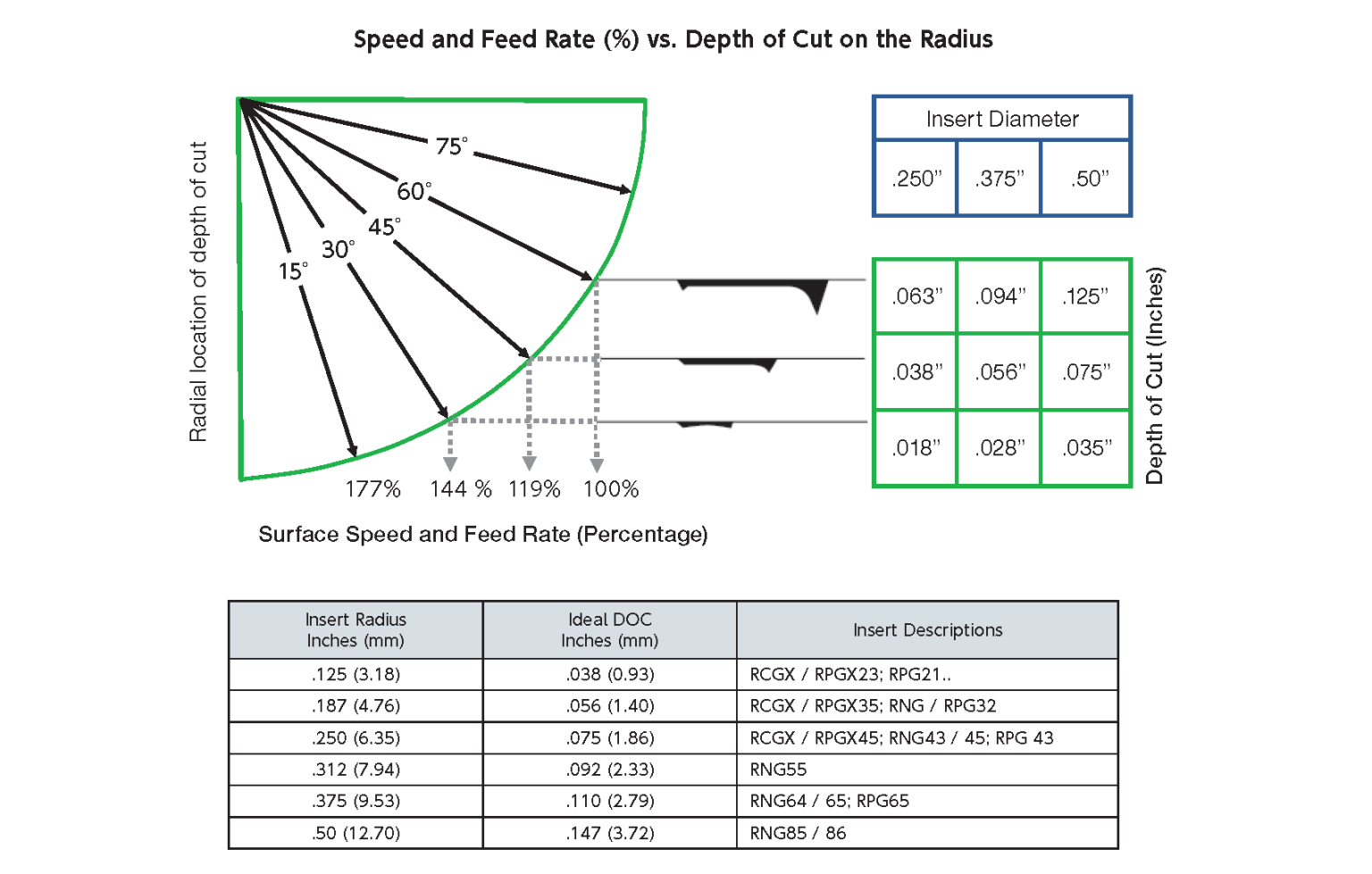
刀片鼻半径与切削深度之间存在相关性。
最好在进入弯道和改变方向后从弯道出来时将进给量减少 50%。
最好使用圆形刀片在粗加工时去除大部分材料。精加工的材料去除量应与直刃刀片的刀尖半径相适应。如果工件上有要求的半径特征,那么在精加工工件和特征时,材料去除量不应超过刀片半径的要求。通过在精加工工序中采用正确的刀尖半径,并保持低于转角半径的 45 度标记,可以最大限度地减少切口,从而可以从刀片的两个方向对转角进行编程切削操作。