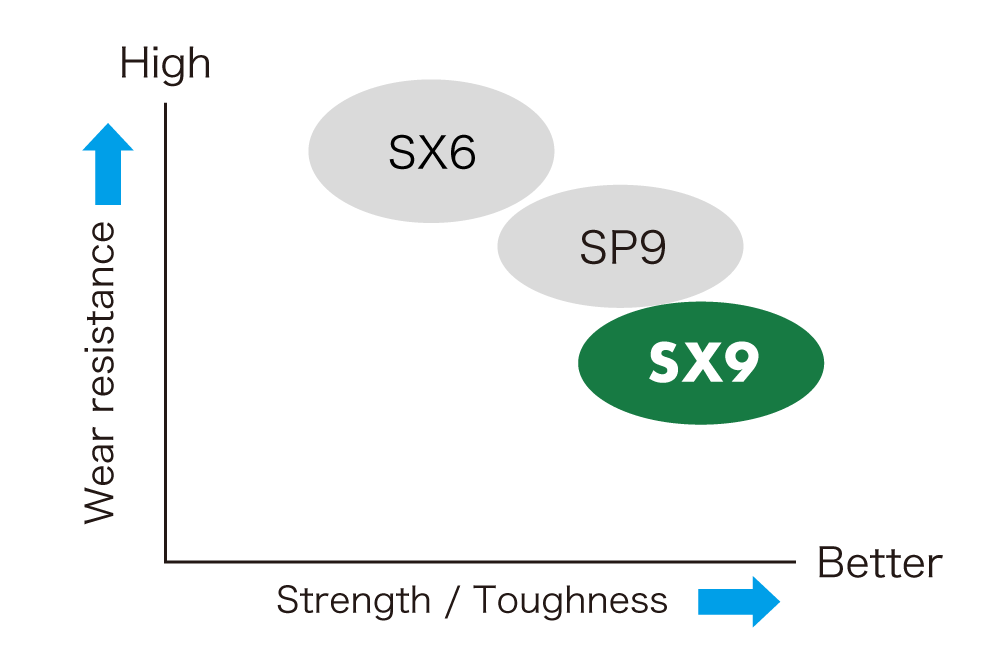
在粗加工灰铸铁时具有出色的缺口和侧面耐磨性|Sialon 陶瓷
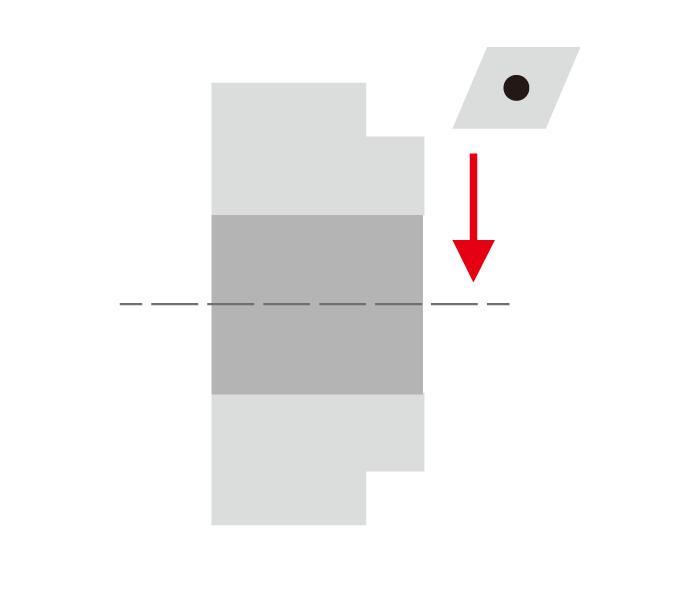
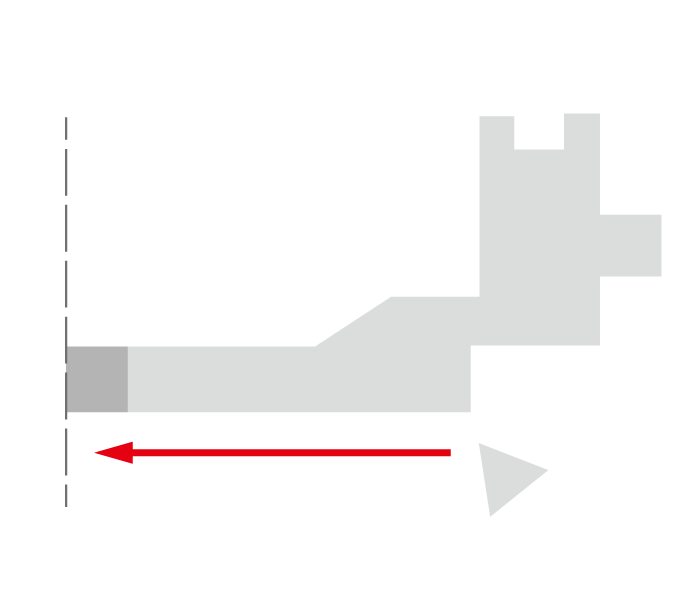
带刻度的灰铸铁粗车/铣削/端铣
SX9 在这种断续车削操作中取得了稳定的加工效果。用陶瓷替代 CVD 涂层硬质合金后,切削工具成本显著降低,产量也有所提高。
SX9 在与当前晶须陶瓷相同的切削条件下进行加工,为客户降低了模具成本。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告